Notes of IIT(ITC)ARADBAZAR BALASOR, Electrician & Fitter theory THEORY Fitter 2th Sem.pdf - Study Material
Page 1 :
FITTER, , NSQF LEVEL - 5, , 1st Year (Volume II of II), TRADE THEORY, , NIMINIMINIMINIMINIMINIMINIMINIMINIMINIMINIMINIMINIMINIMINIMINIMINIMINIMINIMINIMINIMINIMINIMINIMINIMINIMINIMINIMINIMINIMINIMINIMINIMINIMINIMINIMINIMINIMINIMINIMINIMINIMINIMINIMINIMINIMINIMINIMINIMINIMINIMINIMINIMINIMINIMINIMINIMINIMINIMINIMINIMINIMINIMINIMINIMINIMINIMINIMINIMINIMINIMINIMINIMINIMINIMINIMINIMINIMINIMINIMINIMINIMINIMINIMINIMINIMINIMINIMINIMINIMINIMIHPBW, , SECTOR: Production & Manufacturing, , DIRECTORATE GENERAL OF TRAINING, MINISTRY OF SKILL DEVELOPMENT & ENTREPRENEURSHIP, GOVERNMENT OF INDIA, , NATIONAL INSTRUCTIONAL, MEDIA INSTITUTE, CHENNAI, Post Box No. 3142, CTI Campus, Guindy, Chennai - 600 032, (i), , Copyright Free Under CC BY Licence
Page 2 :
Sector, , : Production & Manufacturing, , Duration : 2 - Years, Trade, , : Fitter 1st Year (Volume II of II) - Trade Theory - NSQF level 5, , First Edition : December 2018, Copies : 10,000, , Rs.215/-, , All rights reserved., No part of this publication can be reproduced or transmitted in any form or by any means, electronic or mechanical, including, photocopy, recording or any information storage and retrieval system, without permission in writing from the National, Instructional Media Institute, Chennai., , Published by:, NATIONAL INSTRUCTIONAL MEDIA INSTITUTE, P. B. No.3142, CTI Campus, Guindy Industrial Estate,, Guindy, Chennai - 600 032., Phone : 044 - 2250 0248, 2250 0657, 2250 2421, Fax : 91 - 44 - 2250 0791, email :
[email protected],
[email protected], Website: www.nimi.gov.in, (ii), , Copyright Free Under CC BY Licence
Page 3 :
FOREWORD, , The Government of India has set an ambitious target of imparting skills to 30 crores people, one out of every, four Indians, by 2020 to help them secure jobs as part of the National Skills Development Policy. Industrial, Training Institutes (ITIs) play a vital role in this process especially in terms of providing skilled manpower., Keeping this in mind, and for providing the current industry relevant skill training to Trainees, ITI syllabus, has been recently updated with the help of Mentor Councils comprising various stakeholder's viz. Industries,, Entrepreneurs, Academicians and representatives from ITIs., The National Instructional Media Institute (NIMI), Chennai has now come up with instructional material to, suit the revised curriculum for Fitter 1st Year Trade Theory NSQF Level - 5. The NSQF Level - 5, Trade Theory will help the trainees to get an international equivalency standard where their skill, proficiency and competency will be duly recognized across the globe and this will also increase the, scope of recognition of prior learning. NSQF Level - 5 trainees will also get the opportunities to promote, life long learning and skill development. I have no doubt that with NSQF Level - 5 the trainers and trainees, of ITIs, and all stakeholders will derive maximum benefits from these IMPs and that NIMI's effort will go a, long way in improving the quality of Vocational training in the country., The Executive Director & Staff of NIMI and members of Media Development Committee deserve appreciation, for their contribution in bringing out this publication., Jai Hind, , RAJESH AGGARWAL, Director General/ Addl. Secretary, Ministry of Skill Development & Entrepreneurship,, Government of India., , New Delhi - 110 001, , (iii), , Copyright Free Under CC BY Licence
Page 4 :
PREFACE, The National Instructional Media Institute (NIMI) was established in 1986 at Chennai by then Directorate, General of Employment and Training (D.G.E & T), Ministry of Labour and Employment, (now under Directorate, General of Training, Ministry of Skill Development and Entrepreneurship) Government of India, with technical, assistance from the Govt. of the Federal Republic of Germany. The prime objective of this institute is to, develop and provide instructional materials for various trades as per the prescribed syllabi under the Craftsman, and Apprenticeship Training Schemes., The instructional materials are created keeping in mind, the main objective of Vocational Training under, NCVT/NAC in India, which is to help an individual to master skills to do a job. The instructional materials are, generated in the form of Instructional Media Packages (IMPs). An IMP consists of Theory book, Practical, book, Test and Assignment book, Instructor Guide, Audio Visual Aid (Wall charts and Transparencies) and, other support materials., The trade practical book consists of series of exercises to be completed by the trainees in the workshop., These exercises are designed to ensure that all the skills in the prescribed syllabus are covered. The trade, theory book provides related theoretical knowledge required to enable the trainee to do a job. The test and, assignments will enable the instructor to give assignments for the evaluation of the performance of a trainee., The wall charts and transparencies are unique, as they not only help the instructor to effectively present a, topic but also help him to assess the trainee's understanding. The instructor guide enables the instructor to, plan his schedule of instruction, plan the raw material requirements, day to day lessons and demonstrations., In order to perform the skills in a productive manner instructional videos are embedded in QR code of the, exercise in this instructional material so as to integrate the skill learning with the procedural practical steps, given in the exercise. The instructional videos will improve the quality of standard on practical training and, will motivate the trainees to focus and perform the skill seamlessly., IMPs also deals with the complex skills required to be developed for effective team work. Necessary care, has also been taken to include important skill areas of allied trades as prescribed in the syllabus., The availability of a complete Instructional Media Package in an institute helps both the trainer and, management to impart effective training., The IMPs are the outcome of collective efforts of the staff members of NIMI and the members of the Media, Development Committees specially drawn from Public and Private sector industries, various training institutes, under the Directorate General of Training (DGT), Government and Private ITIs., NIMI would like to take this opportunity to convey sincere thanks to the Directors of Employment & Training, of various State Governments, Training Departments of Industries both in the Public and Private sectors,, Officers of DGT and DGT field institutes, proof readers, individual media developers and coordinators, but for, whose active support NIMI would not have been able to bring out this materials., , R. P. DHINGRA, EXECUTIVE DIRECTOR, , Chennai - 600 032, , (iv), , Copyright Free Under CC BY Licence
Page 6 :
INTRODUCTION, TRADE THEORY, The manual of trade theory consists of theoretical information for the Second Semester Course of the Fitter, Trade. The contents are sequenced according to the practical exercise contained in NSQF LEVEL - 5 syallabus, on Trade practical. Attempt has been made to relate the theoretical aspects with the skill covered in each, exercise to the extent possible. This correlation is maintained to help the trainees to develop the perceptional, capabilities for performing the skills., Module 1, , Drilling, , 150 Hrs, , Module 2, , Fitting assembly, , 150 Hrs, , Module 3, , Turning, , 125 Hrs, , Module 4, , Basic Maintenance, , 75 Hrs, , Module 5, , In-plant training/Project work, , 50 Hrs, , Total, , 550 Hrs, , The Trade Theory has to be taught and learnt along with the corresponding exercise contained in the manual, on trade practical. The indications about the corresponding practical exercises are given in every sheet of this, manual., It will be preferable to teach/learn the trade theory connected to each exercise atleast one class before, performing the related skills in the shop floor. The trade theory is to be treated as an integrated part of each, exercise., The material is not for the purpose of self learning and should be considered as supplementary to class room, instruction., TRADE PRACTICAL, The trade practical manual is intented to be used in practical workshop . It consists of a series of practical, exercises to be completed by the trainees during the Second Semester Course of the Fitter Trade, supplemented and supported by instructions/ informations to assist in performing the exercises. These, exercises are designed to ensure that all the skills in compliance with NSQF LEVEL - 5 syllabus are covered., The manual is divided into five modules. The distribution of time for the practical in the five modules are given, below., The skill training in the shop floor is planned through a series of practical exercises centred around some, practical object. However, there are few instances where the individual exercise does not form a part of project., While developing the practical manual a sincere effort was made to prepare each exercise which will be easy, to understand and carry out even by below average trainee. However the development team accept that there, is a scope for further improvement. NIMI looks forward to the suggestions from the experienced training faculty, for improving the manual., , (vi), , Copyright Free Under CC BY Licence
Page 7 :
CONTENTS, Lesson No., , Title of the Lesson, , Page No., , Module 1: Drilling, 2.1.61, , Drills, , 1, , 2.1.62, , Drill angles, , 4, , 2.1.63 - 65, , Drilling - Cutting speed, feed and r.p.m , drill holding devices, , 6, , 2.1.66, , Counter sinking, , 9, , 2.1.67, , Reamers, , 16, , 2.1.68 - 69, , Screw thread and elements, , 22, , 2.1.70, , Tap wrenches, removal of broken tap, studs, , 32, , 2.1.71, , Dies and die stock, , 36, , 2.1.72 - 73, , Drill troubles - Causes and remedy, drill kinds, , 40, , 2.1.74 - 75, , Standard marking system for Grinding wheels, , 46, , 2.1.76, , Radius/Fillet gauge, feeler gauge, hole gauge, , 55, , 2.1.77 - 78, , Pig Iron, , 60, , Module 2: Fitting assembly, 2.2.79 - 80, , Necessity of Interchangeability in engineering field, , 63, , 2.2.81, , Vernier height gauge, , 73, , 2.2.82, , Wrought iron and plain carbon steels, , 75, , 2.2.83 - 85, , Simple scrapers and scraping, , 81, , 2.2.86 - 88, , Vernier micrometer, screw thread micrometer, graduation & reading, , 86, , 2.2.89, , Dial test indicator, comparators, digital dial indicator, , 93, , Module 3: Turning, 2.3.90, , Safety to be observed while working on lathes, , 102, , 2.3.91, , Lathe main parts, , 104, , 2.3.92, , Feeding & thread cutting mechanism, , 110, , 2.3.93, , Holding the job between centre and work with catch plate and dog, , 113, , 2.3.94, , Simple description of facing and roughing tool, , 115, , 2.3.95, , Nomanclature of single point cutting tools and multi point cutting tools, , 117, , 2.3.96, , Tool selection based on different requirements, , 120, , 2.3.97, , Necessity of grinding angles, , 123, , (vii), , Copyright Free Under CC BY Licence
Page 8 :
Lesson No., , Title of the Lesson, , Page No., , 2.3.98, , Lathe cutting speed and feed, use of coolants, lubricants, , 125, , 2.3.99, , Chucks and chucking - the independent 4 jaw chuck, , 130, , 2.3.100, , Face plate, , 136, , 2.3.101, , Drilling, , 138, , 2.3.102, , Boring & boring tools, , 139, , 2.3.103, , Tool setting, , 141, , 2.3.104, , Tool post, , 145, , 2.3.105, , Lathe operation - Knurling, , 147, , 2.3.106, , Standard tapers, , 150, , 2.3.107, , Screw thread, , 154, , 2.3.108, , Principle of cutting screw thread in centre lathe, , 158, , 2.3.109, , Principle of chasing screw thread, , 161, , Module 4 : Basic Maintenance, 2.4.110, , Total productive maintenance, , 168, , 2.4.111, , Routine maintenance, , 170, , 2.4.112, , Preventive maintenance, , 172, , 2.4.113, , Inspection, types of inspection and gadgets for inspection, , 177, , 2.4.114, , Lubrication survey, , 180, , 2.4.115, , Causes for assembly failures and remedies, , 183, , 2.4.116, , Assembly techniquies, , 184, , (viii), , Copyright Free Under CC BY Licence
Page 9 :
LEARNING / ASSESSABLE OUTCOME, On completion of this book you shall be able to, • Produce components by different operations and check accuracy, using appropriate measuring instrument. [ Different OperationsDrilling, reaming, tapping, dieing., Appropriate measuring, instruments - Vernier, screw gauge, micrometer.], • Make different fit of components for assembling as per required, tolerance observing principle of interchargeability and check for, functionality. [ Different fit-sliding, angular, step fit, ‘T’ fit, square fit, and profile fit., Required tolerance; ± 0.04 mm, angular tolerace: 30, min], • Produce components involving different operations on lathe, observing standard procedure and check for accuracy. [ Different, operations - Facing, plain turning, step turning, parting, chamfering,, shoulder turn, grooving, knurling, boring, taper turning, threading, (external ‘V’ only.], • Plan & perform simple rapair, overhauling of different machines, and check for functionality. [ Different machines - Drill machine,, power saw, bench grinder and lathe.], , (ix), , Copyright Free Under CC BY Licence
Page 10 :
SYLLABUS, 1st Year (Volume II of II), Week, No., , Ref. Learning, Outcome, , 27, , Produce componentsby, different operations and, check accuracy using, appropriate measuring, instruments.[Different, Operations-Drilling,, Reaming, Taping, Dieing;, Appropriate Measuring, Instrument – Vernier, Screw, Gauge, Micrometer], , 28, , -do-, , Duration: Six Month, Professional Skills, (Trade Practical), with Indicative hours, 61 Mark off and drill through holes., (5 hrs.), 62 Drill on M.S. flat. (1 hrs.), 63 File radius and profile to suit gauge, (13 hrs.), 64 Sharpening of Drills.(1 hrs.), , 66 Counter sink, counter bore and, ream split fit (three piece fitting)., (5 hrs.), , 68 Form internal threads with taps to, standard size (through holes and, blind holes).(3 hrs.), 69 Prepare studs and bolt.(15 hrs.), , -do-, , Drill- material, types, (Taper shank,, straight shank) parts and sizes., Drill angle-cutting angle for different, materials, cutting speed feed., R.P.M. for different materials. Drill, holding, devicesmaterial,, construction and their uses., , 65 Practice use of angular measuring, instrument. (5 hrs.), , 67 Drill through hole and blind holes., (2 hrs.), , 29, , Professional Knowledge, (Trade Theory), , 70 Form external threads with dies to, standard size. (10 hrs.), 71 Prepare nuts and match with, bolts.(15 hrs.), , Counter sink, counter bore and spot, facing-tools and nomenclature,, Reamermaterial,, types (Hand and machine reamer),, kinds, parts and their uses,, determining hole size (or reaming),, Reaming procedure., Screw threads: terminology, parts,, types and their uses. Screw pitch, gauge: material parts and uses., Taps British standard (B.S.W.,, B.S.F., B.A. & B.S.P.) and metric /, BIS (course and fine) material, parts, (shank body, flute, cutting edge)., , Tap wrench: material, parts, types, (solid &adjustable types) and their, uses removal of broken tap, studs, (tap stud extractor). Dies: British, standard, metric and BIS standard,, material, parts, types, Method of, using dies. Die stock: material,, parts and uses., , (x), , Copyright Free Under CC BY Licence
Page 11 :
30, , -do-, , 72 File and make Step fit, angular fit,, angle, surfaces (Bevel gauge, accuracy 1 degree).(15 hrs.), 73 Make simple open and sliding fits., (10 hrs.), , 31, , 32, , -do-, , -do-, , 74, , Enlarge hole and increase internal, dia. (2 hrs.), , 75, , File cylindrical surfaces.(5 hrs.), , 76, , Make open fitting of curved, profiles.(18 hrs.), , 77 Correction of drill location by binding, previously drilled hole.(5 hrs.), 78 Make inside square fit. (20 hrs.), , 33, , Make different fit of, components, for, assembling as per, required tolerance, observing principle, of interchangeability, and check for, f u n c t i o n a l i t y., [Different Fit –, Sliding, Angular, Step, fit, ‘T’ fit, Square fit, and Profile fit;, Required tolerance:, ±0.04 mm, angular, tolerance: 30 min.], , 34, , -do-, , 79, , -do-, , Grinding wheel: Abrasive, grade, structures, bond, specification, use,, mounting and dressing. Selection of, grinding wheels. Bench grinder parts, and use. Radius/fillet gauge, feeler, gauge, hole gauge, and their uses, care, and maintenance., , Pig Iron: types of pig Iron, properties, and uses. Cast Iron: types, properties, and uses., , Make sliding „T. fit.(2 hrs.), , Interchangeability: Necessity in Engg,, field definition, BIS. Definition, types of, limit, terminology of limits and fits-basic, size, actual size, deviation, high and low, limit, zero line, tolerance zone Different, standard systems of fits and limits., British standard system, BIS system, , 80 File fit- combined, open angular, and sliding sides. (10 hrs.), , Method of expressing tolerance as per, BIS Fits: Definition, types, description, of each with sketch. Vernier height, gauge: material construction, parts,, graduations (English & Metric) uses,, care and maintenance., , 81 File internal angles 30minutes, accuracy open, angular fit.(15 hrs.), , 35-36, , Drill troubles: causes and remedy., Equality of lips, correct clearance, dead, centre, length of lips. Drill kinds:, Fraction, metric, letters and numbers,, grinding of drill., , 82 Make sliding fit with angles other, than 90°.(25 hrs.), , Wrought iron- : properties and uses., Steel: plain carbon steels, types,, properties and uses. Non-ferrous metals, (copper, aluminum, tin, lead, zinc), properties and uses., , (xi), , Copyright Free Under CC BY Licence
Page 12 :
37, , -do-, , 83 Scrap on flat surfaces, curved surfaces, and parallel surfaces and test. (5 hrs.), 84 Make & assemble, sliding flats, plain, surfaces. (15 hrs.), , Simple scraper- circular, flat, half, round, triangular and hook scraper, and their uses. Blue matching of, scraped surfaces (flat and curved, bearing surfaces), , 85 Check for blue math of bearing surfaces, - both flat and curved surfaces by with, worth method.(5hrs.), , 38, , -do-, , 86 File and fit combined radius and, angular surface (accuracy ± 0.5 mm),, angular and radius fit. (18 hrs.), 87 Locate accurate holes & make accurate, hole for stud fit.(2 hrs.), 88 Fasten mechanical components / subassemblies together using screws,, bolts and collars using hand tools., (5 hrs.), , 39, , -do-, , 40, , Produce components, involving different, operations on lathe, observing standard, procedure and check for, accuracy. [Different, Operations – facing,, plain turning, step, turning,, parting,, chamfering, shoulder, turn, grooving, knurling,, boring, taper, turning, threading, (external ‘V’ only)], , 41, , -do-, , Vernier micrometer, material, parts,, graduation, use, care and intenance., Calibration, of, measuring, instruments. Introduction to, mechanical fasteners and its uses., Screw, thread, micrometer:, Construction, graduation and use., , 89 Make sliding fits assembly with, parallel and angular mating surface., (± 0.04 mm) (25 hrs.), , Dial test indicator, construction,, parts, material, graduation, Method, of use, care and maintenance., Digital dial indicator. Comparatorsmeasurement of quality in the, cylinder bores., , 90 Lathe operations-, , Safely precautions to be observed, while working on a lathe, Lathe, specifications, and constructional, features. Lathe main parts, descriptions- bed, head stock,, carriage, tail stock, feeding and, thread cutting mechanisms. Holding, of job between centers, works with, catch plate, dog, simple description, of a facing and roughing tool and their, applications., , 91 True job on four jaw chuck using knife, tool.(5 hrs.), 92 Face both the ends for holding between, centers. (9 hrs.), 93 Using roughing tool parallel turn ±, 0.1 mm. (10 hrs.), 94 Measure the diameter using outside, caliper and steel rule.(1hrs.), , 95 Holding job in three jaw chuck.(2 hrs.), 96 Perform the facing, plain turn, step turn,, parting, deburr, chamfercorner, round, the ends, and use form tools. (11 hrs.), , Lathe cutting tools- Nomenclature, ofsingle point & multipoint cutting, tools, Tool selection based on, different requirements and necessity, of correct grinding, solid and tipped,, throw away, , (xii), , Copyright Free Under CC BY Licence
Page 13 :
97 Shoulder turn: square, filleted,, beveled undercut shoulder, turningfilleted under cut, square beveled., (11 hrs.), , type tools, cutting speed and feed and, comparison for H.S.S., carbide tools., Use of coolants and lubricants., , 98 Sharpening of -Single point Tools., (1 hrs.), , 42, , -do-, , 99 Cut grooves- square, round,V., groove. (10 hrs.), 100 Make a mandrel-turn diameter to, sizes. (5 hrs.), 101 Knurl the job.(1 hrs.), 102 Bore holes –spot face, pilot drill,, enlarge hole using boring tools., (9 hrs.), , 43, , -do-, , 103 Make a bush step bore-cut recess,, turn hole diameter to sizes.(5 hrs.), 104 Turn taper (internal and external)., (10 hrs.), 105 Turn taper pins. (5 hrs.), 106 Turn standard tapers to suit with, gauge.(5 hrs.), , 44, , -do-, , 107 Practice threading using taps, dies, on lathe by hand. (2 hrs.), 108 Make external „V. thread.(8 hrs.), 109 Prepare a nut and match with the, bolt.(15 hrs.), , 45-46, , Plan & perform, simple, repair,, overhauling of, different machines, and check for, f u n c t i o n a l i t y., [Different Machines, – Drill Machine,, Power Saw, Bench, Grinder and Lathe], , 110 Simple repair work: Simple assembly, of machine parts from blue prints., (15 hrs.), 111 Rectify possible assembly faults during, assembly.(19 hrs.), 112 Perform the routine maintenance with, check list (10 hrs.), 113 Monitor machine as per routine, checklist (3 hrs.), 114 Read pressure gauge, temperature, gauge, oil level (1 hrs.), 115 Set pressure in pneumatic system, (2 hrs.), , Chucks and chucking the independent, four-jaw chuck. Reversible features of, jaws, the back plate, Method of clearing, the thread of the chuck-mounting and, dismounting, chucks, chucking true,, face plate, drilling - method of holding, drills in the tail stock, Boring tools and, enlargement of holes., , General turning operations- parallel or, straight, turning. Stepped turning,, grooving, and shape of tools for the, above operations. Appropriate method of, holding the tool on tool post or tool rest,, Knurling: - tools description, grade,, uses, speed and feed, coolant for, knurling, speed, feed calculation., Taper – definition, use and method of, expressing tapers. Standard taperstaper, calculations morse taper., Screw thread definition – uses and, application. Square, worm, buttress,, acme ( non standard-screw threads),, Principle of cutting screw thread in, centre lathe –principle of chasing the, screw thread – use of centre, gauge,setting tool for cutting internal and, external threads, use of screw pitch, gauge for checking the screw thread., , Maintenance, -Total productive maintenance Autonomous maintenance -Routine, maintenance -Maintenance schedule, -Retrieval of data from machine, manuals Preventive maintenanceobjective and function of Preventive, maintenance, section inspection., Visual and detailed, lubrication survey,, system of symbol and colour coding., Revision, simple estimation of, materials, use of handbooks and, reference table. Possible causes for, assembly failures and remedies., , (xiii), , Copyright Free Under CC BY Licence
Page 14 :
47, , 48-49, , -do-, , 116 Assemble simple fitting using, dowel pins and tap screw, assembly using torque wrench., (25 hrs.), , In-plant training / Project work, 1, 2, 3, 4, , 50-51, 52, , Assembling techniques such as, aligning, bending, fixing, mechanical, jointing, threaded jointing, sealing, and, torquing.Dowel pins: material,, construction, types, accuracy and uses., , Pipe Fixture, Adjustable Clamp, Hermaphrodite/ Inside Caliper, Chuck Key, , Revision, Examination, , (xiv), , Copyright Free Under CC BY Licence
Page 15 :
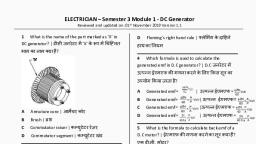
Production & Manufacturing, Fitter - Drilling, , Related Theory for Exercise 2.1.61, , Drills, Objectives: At the end of this lesson you shall be able to, • state drilling, • state the necessity of drilling, • name the types of drills used, • identify the parts of a twist drill., Drilling: Drilling is the production of cylindrical holes of, definite diameters in workpieces by using a multi-point, cutting tool called a ‘drill’. It is the first operation done, internally for any further operation., , The flutes provide a correct cutting angle which provides, an escape path for the chips. It carries the coolant to the, cutting edge during drilling. (Fig 3), , Types of drills and their specific uses, Flat drill (Fig 1) : The earliest form of drill was the flat drill, which is easy to operate,besides being inexpensive to, produce. But it is difficult to hold during operation,and the, chip removal is poor. Its operating efficiency is very low., , Twist drill : Almost all drilling operation is done using a, twist drill. It is called a twist drill as it has two or more, spiral or helical flutes formed along its length. The two, basic types of twist drills are, parallel shank and taper, shank. Parallel shank twist drills are available below 13mm, size (Fig 2)., , The portions left between the flutes are called ‘lands’. The, size of a drill is detemined and governed by the diameter, over the lands., The point angle is the cutting angle, and for general purpose, work, it is 118°. The clearance serves the purpose of, clearing the back of the lip from fouling with the work. It is, mostly 8°., Deep hole drills, Deep hole drilling is done by using a type of drill known as, ‘D’ bit (Fig 4), Parts of a twist drill : Drills are made out of high speed, steel. The spiral flutes are machined at an angle of 27 1/, 2° to its axis., , Drills are made of high speed steel., , 1, , Copyright Free Under CC BY Licence
Page 16 :
FIN216114, , A slow helix drill is used on materials like brass, gun metal,, phosphor-bronze and plastics. (Fig 5b), A quick helix drill is used for copper, aluminium and other, soft metals (Fig 5c), , FIN216115, , Drills are manufactured with varying helix angles for drilling, different materials. General purpose drills have a standard, helix angle of 27 1/2°. They are used on mild steel and, cast iron. (Fig 5a), A quick helix drill should never be used on brass, as it will ‘dig in’ and the workpiece may be, thrown from the machine table., , Drill (Parts and functions), Objectives: At the end of this lesson you shall be able to, • state the functions of drills, • identify the parts of a drill, • state the functions of each part of a drill., Drilling is a process of making holes on workpieces.The, tool used is a drill. For drilling, the drill is rotated with a, downward pressure causing the tool to penetrate into the, material. (Fig 1), , Parts of a Drill (Fig 2), The various parts of a drill can be identified from figure 2., Point, The cone shaped end which does the cutting is called the, point. It consists of a dead centre, lips or cutting edges,, and a heel., Shank, , Body, , This is the driving end of the drill which is fitted on to the, machine. Shanks are of two types., , The portion between the point and the shank is called the, body of a drill., , Taper shank, used for larger diameter drills, and straight, shank, used for smaller diameter drills. (Fig 3), , Flutes (Fig 3), , Tang, This is a part of the taper shank drill which fits into the slot, of the drilling machine spindle., 2, , The parts of the body are flute, land/margin, body clearance, and web., , Flutes are the spiral grooves which run to the length of the, drill. The flutes help, , Production & Manufacturing: Fitter (NSQF Level - 5) RT for Ex No. 2.1.61, , Copyright Free Under CC BY Licence
Page 17 :
-, , To form the cutting edges, , -, , To curl the chips and allow these to come out, , -, , The coolant to flow to the cutting edge., , Land/Margin (Fig 3), , The diameter of the drill is measured across the land/, margin., Body clearance (Fig 3), Body clearance is the part of the body which is reduced in, diameter to cut down the friction between the drill and the, hole being drilled., Web (Fig 4), , Web is the metal column which separates the flutes. It, gradually increases in thickness towards the shank., , The land/margin is the narrow strip which extends to the, entire length of the flutes., , Production & Manufacturing: Fitter (NSQF Level - 5) RT for Ex No. 2.1.61, , Copyright Free Under CC BY Licence, , 3
Page 18 :
Production & Manufacturing, Fitter - Drilling, , Related Theory for Exercise: 2.1.62, , Drill angles, Objectives: At the end of this lesson you shall be able to, • identify the various angles of a twist drill, • state the functions of each angle, • list the types of helix for drills as per ISI, • distinguish the features of different types of drills, • designate drills as per ISI recommendations., Like all cutting tools the drills are provided with certain, angles for efficiency in drilling., , Twist drills are made with different helix angles. The helix, angle determines the rake angle at the cutting edge of the, twist drill., , Drill angles, They are different angles for different purposes. They are, listed below., Point angle, helix angle, rake angle, clearance angle and, chisel edge angle., Point angle/ cutting angle (Fig 1), , The helix angles vary according to the material being drilled., According to indian standards, three types of drills are, used for drilling various materials., •, , Type N - For normal low carbon steel., , •, , Type H - For hard and tenaceous materials., , •, , Types S - For soft and tough materials., , The type of drill used for general purpose drilling work is, type N., Rake angle (Fig 5), , The point angle of a general purpose (standard) drill is, 118°. This is the angle between the cutting edges (lips)., The angle varies according to the hardness of the material, to be drilled. (Fig 1), Helix angle (Figs 2,3 and 4), Rake angle is the angle of flute (helix angle)., Clearance angle (Fig 6), , 4, , Copyright Free Under CC BY Licence
Page 19 :
The clearance angle is meant to prevent the friction of the, tool behind the cutting edge. This will help in the penetration, of the cutting edges into the material. If the clearance, angle is too much, the cutting edges will be weak, and if it, is too small, the drill will not cut., , Designation of drills, , •, , Diameter, , Chisel edge angle/web angle (Fig 7), , •, , Tool type, , •, , Material, , Twist drills are designated by the, , Example, A twist drill of 9.50 mm dia. of tool type ‘H’ for right hand, cutting and made from HSS is designated as:, Twist drill 9.50 - H - IS5101 - HS, where H = tool type, IS5101 = IS Number, This is the angle between the chisel edge and the cutting, lip., , HS = tool material, 9.5 = diameter of the drill., If the tool type is not indicated in the designation, it should, be taken as type ‘N’ tool., , DRILLS FOR DIFFERENT MATERIALS, Recommended drills, Material to be, drilled, , Point, angle, , Helix angle, d=3.2-5 5-10, , 10-, , Material to be, drilled, , Steel and cast steel, up to 70 kgf/mm2, strength, Gray cast iron, Malleable cast iron, Brass, German silver, nickel., , Copper (up to 30 mm, drill diameter), Al-alloys,forming, curly chips, Celluloid, , Brass, CuZn 40, , Austenitic steels, Magnesium alloys, , Steel and cast steel, 70...120 Kgf/mm2, , Stainless steel;, Copper (drill diameter, more than 30 mm), Al-alloy, forming, short broken chips, , Point, angle, , Helix angle, d=3.5-5, , 5-, , Moulded plastics, (with thickness s>d), , Moulded plastics,, with thickness s<d, Laminated plastics,, hard rubber (ebonite), marble, slate, coal, , Zinc alloys, Production & Manufacturing: Fitter (NSQF Level - 5) RT for Ex No. 2.1.62, , Copyright Free Under CC BY Licence, , 5
Page 20 :
Production & Manufacturing, Fitter - Drilling, , Related Theory for Exercise 2.1.63 - 65, , Drilling - Cutting speed, feed and r.p.m , drill holding devices, Objectives: At the end of this lesson you shall be able to, • define cutting speed, • state the factors for determining the cutting speed, • differentiate between cutting speed and rpm, • determine r.p.m/spindle speed, • select r.p.m for drill sizes from the tables., For a drill to give a satisfactory performance, it must, operate at the correct cutting speed and feed., , Cutting speed calculation, , Cutting speed is the speed at which the cutting edge, passes over the material while cutting, and is expressed, in metres per minute., , Cutting speed (V), , Cutting speed is also sometimes stated as surface speed, or peripheral speed., The selection of the recommended cutting speed for drilling, depends on the materials to be drilled,and the tool, material., Tool manufacturers usually provide a table of cutting, speeds required for different materials., The recommended cutting speeds for different materials, are given in the Table 1. Based on the cutting speed, recommended, the r.p.m, at which a drill has to be driven, is determined., TABLE 1, , n-, , r.p.m., , v-, , Cutting speed in m/min., , d-, , diameter of the drill in mm., , π=, , 3.14, , Examples, Calculate the r.p.m for a high speed steel drill ∅ 24 to cut, mild steel., The cutting speed for mild steel is taken as 30 m/min from, the table., , Recommendad cutting speeds, Materials being drilled (HSS Tool), Aluminium, , 70 - 100, , Brass, , 35 - 50, , Bronze(phosphor), , 20 - 35, , Cast iron (grey), , 25 - 40, , Copper, , 35 - 45, , Steel (medium carbon/mild steel), , 20 - 30, , Steel (alloy, high tensile), , 5-8, , Thermosetting plastic (low speed, due to abrasive properties), , 20 - 30, , It is always preferable to set the spindle speed to the, nearest available lower range., The r.p.m. will differ according to the diameter of the drills., The cutting speed being the same, larger diameter drills, will have lesser r.p.m and smaller diameter drills will have, higher r.p.m., The recommended cutting speeds are achieved only by, actual experiment., , Feed in drilling, Objectives: At the end of this lesson you shall be able to, • state what is meant by feed, • state the factors that contribute to an efficient feed rate., Feed is the distance (X) a drill advances into the work in, one complete rotation. (Fig 1), , Feed is expressed in hundredths of a millimeter., , 6, , Copyright Free Under CC BY Licence
Page 21 :
The table gives the feed rate which is based on the average, feed values suggested by the different manufacturers of, drills. (Table 1), TABLE 1, Drill diameter, (mm) H.S.S, , Rate of feed, (mm/rev), , 1.0 - 2.5, , 0.040 - 0.060, , 2.6 - 4.5, , 0.050 - 0.100, , 4.6 - 6.0, , 0. 075 - 0.150, , 6.1 - 9.0, , 0.100 - 0.200, , Example - 0.040mm/ rev, , 9.1 - 12.0, , 0.150 - 0.250, , The rate of feed is dependant up on a number of factors., , 12.1 - 15.0, , 0.200 - 0.300, , 15.1 - 18.0, , 0.230 - 0.330, , 18.1 - 21.0, , 0.260 - 0.360, , 21.1 - 25.0, , 0.280 - 0.380, , •, , The finish required, , •, , Type of drill (drill material), , •, , Material to be drilled, , Factors like rigidity of the machine, holding of the workpiece and the drill, will also have to be considered while, determining the feed rate. If these are not to the required, standard, the feed rate will have to be decreased., It is not possible to suggest a particular feed rate taking, all the factors into account., , Too coarse a feed may result in damage to the cutting, edges or breakage of the drill., Too slow a rate of feed will not bring improvement in surface, finish but may cause excessive wear of the tool point, and, lead to chattering of the drill., For optimum results in the feed rate while, drilling, it is necessary to ensure the drill cutting, edges are sharp. Use the correct type of cutting, fluid., , Drill-holding devices, Objectives: At the end of this lesson you shall be able to, • name the different types of drill-holding devices, • state the features of drill chucks, • state the functions of drill sleeves, • state the function of drift., For drilling holes on materials, the drills are to be held, accurately and rigidly on the machines., The common drill-holding devices are drill chucks, sleeves, and sockets., Drill chucks: Straight shank drills are held in drill chucks., (Fig 1A) For fixing and removing drills, the chucks are, provided either with a pinion and key or a knurled ring., The drill chucks are held on the machine spindle by means, of an arbor (Fig 1B) fitted on the drill chuck., Taper sleeves and sockets (Fig 2): Taper shank drills, have a Morse taper., Sleeves and sockets are made with the same taper so that, the taper shank of the drill, when engaged, will give a good, wedging action. Due to this reason Morse tapers are called, self-holding tapers., Production & Manufacturing: Fitter (NSQF Level - 5) RT for Ex No. 2.1.63 - 65, , Copyright Free Under CC BY Licence, , 7
Page 22 :
In order to make up the difference in sizes between the, shanks of the drills and the bore of machine spindles,, sleeves of different sizes are used. When the drill taper, shank is bigger than the machine spindle, taper sockets, are used. (Fig 2), While fixing the drill in a socket or sleeve, the tang portion, should align in the slot. This will facilitate the removal of the, drill or sleeve from the machine spindle., Use a drift to remove drills and sockets from the machine, spindle. (Fig 3), , While removing the drill from the sockets/sleeves don’t, allow it to fall on the table or jobs., The drills are provided with five different sizes of Morse, tapers, and are numbered from MT 1 to MT 5., , Drill chucks are made from special alloy steel, Drill sleeves are made from case hardened, steel, , 8, , Production & Manufacturing: Fitter (NSQF Level - 5) RT for Ex No. 2.1.63 - 65, , Copyright Free Under CC BY Licence
Page 23 :
Production & Manufacturing, Fitter - Drilling, , Related Theory for Exercise 2.1.66, , Counter sinking, Objectives: At the end of this lesson you shall be able to, • state countersinking, • list the purposes of countersinking, • state the angles of countersinking for the different applications, • name the different types of countersinks, • distinguish between Type A and Type B counter sink holes., What is countersinking?, Countersinking is an operation of bevelling the end of a, drilled hole. The tool used is called a countersink., , The commonly used countersinks have multiple cutting, edges and are available in taper shank and straight shank., (Fig 2), , Countersinking is carried out for the following purposes:, •, , To provide a recess for the head of a countersink screw,, so that it is flush with the surface after fixing (Fig 1), , •, , To deburr a hole after drilling, , •, , For accommodating countersink rivet heads, , •, , To chamfer the ends of holes for thread cutting and other, machining processes., , For countersinking small diameter holes special, countersinks with two or one flute are available. This will, reduce the vibration while cutting., Countersinks with Pilot (Fig 3), , Angles for countersinking, Countersinks are available in different angles for different, uses., 75°, , countersink riveting, , 80°, , countersink self tapping screws, , 90°, , countersink head screws and deburring, , 120° chamfering ends of holes to be threaded or other, machining processes., , For precision countersinking, needed for machine tool, assembling and after machining process, countersinks, with pilots are used., They are particularly useful for heavy duty work., The pilot is provided at the end for guiding the countersink, concentric to the hole., Countersinks with pilots are available with interchangeable, and solid pilots., , Countersinks, , Countersink hole sizes, , Countersinks of different types are available., , The countersink holes according to Indian Standard IS, 3406 (Part 1) 1986 are of four types: Type A, Type B, Type, C and Type E., 9, , Copyright Free Under CC BY Licence
Page 24 :
Type A is suitable for slotted countersink head screws,, cross recessed and slotted raised countersink head screws., These screws are available in two grades i.e. medium and, fine., The dimensions of various features of the Type 'A', countersink holes, and the method of designation are given, in Table 1., Type 'B' countersink holes are suitable for countersink, head screws with hexagon socket., The dimensions of the various features and the method of, designation are given in Table II., Type 'C' countersink holes are suitable for slotted raised, countersink (oval) head tapping screws and for slotted, countersink (flat) head tapping screws., The dimension of the various features and the method of, designation are given in Table III., Type 'E' countersinks are used for slotted countersink, bolts used for steel structures., The dimensions of the various features and the method of, designation are given in Table IV., , TABLE I, Dimensions and designation of countersink - Type A according to IS 3406 (Part 1) 1986, , 10, , Production & Manufacturing: Fitter (NSQF Level - 5) RT for Ex No. 2.1.66, , Copyright Free Under CC BY Licence
Page 25 :
TABLE I, For Nominal Size, , 1, , 1.2, , (1.4), , 1.6, , (1.8), , 2, , 2.5, , 3, , 3.5, , 4, , (4.5), , Medium, , d1 H13, , 1.2, , 1.4, , 1.6, , 1.8, , 2.1, , 2.4, , 2.9, , 3.4, , 3.9, , 4.5, , 5, , Series, , d2 H13, , 2.4, , 2.8, , 3.3, , 3.7, , 4.1, , 4.6, , 5.7, , 6.5, , 7.6, , 8.6, , 9.5, , t1 ³, , 0.6, , 0.7, , 0.8, , 0.9, , 1, , 1.1, , 1.4, , 1.6, , 1.9, , 2.1, , 2.3, , Fine, , d1 H12, , 1.1, , 1.3, , 1.5, , 1.7, , 2, , 2.2, , 2.7, , 3.2, , 3.7, , 4.3, , 4.8, , Series, , d3 H12, , 2, , 2.5, , 2.8, , 3.3, , 3.8, , 4.3, , 5, , 6, , 7, , 8, , 9, , t1 ³, , 0.7, , 0.8, , 0.9, , 1, , 1.2, , 1.2, , 1.5, , 1.7, , 2, , 2.2, , 2.4, , t2 + 0.1, 0, , 0.2, , 0.15 0.15 0.2, , 0.2, , 0.15 0.35 0.25 0.3, , 0.3, , 0.3, , (m), , (f), , For Nominal Size, , 5, , 6, , 8, , 10, , 12, , (14), , 16, , (18), , 20, , Medium, , d1 H13, , 5.5, , 6.6, , 9, , 11, , 13.5, , 15.5, , 17.5, , 20, , 22, , Series, , d2 H13, , 10.4, , 12.4, , 16.4, , 20.4, , 23.9, , 26.9, , 31.9, , 36.4, , 40.4, , (m), , t1 ³, , 2.5, , 2.9, , 3.7, , 4.7, , 5.2, , 5.7, , 7.2, , 8.2, , 9.2, , Fine, , d1 H12, , 5.3, , 6.4, , 8.4, , 10.5, , 13, , 15, , 17, , 19, , 21, , Series, , d3 H12, , 10, , 11.5, , 15, , 19, , 26, , 30, , 34, , 37, , t1 ³, , 2.6, , 3, , 4, , 5, , 5.7, , 6.2, , 7.7, , 8.7, , 9.7, , t2 + 0.1, 0, , 0.2, , 0.45, , 0.7, , 0.7, , 0.7, , 0.7, , 1.2, , 1.2, , 1.7, , (f), , 23, , Note 1 : Size shown in brackets are of second preference., Note 2 : Clearance hole d1 according to medium and fine series of IS : 1821 ' Dimensions for, clearance holes for bolts and screws (second revision)', Designation : A countersink Type A with clearance hole of fine (f) series and having nominal size 10 shall be designated, as – Countersink A f 10 - IS : 3406., TABLE II, Dimensions and designation of countersink - Type B according to IS 3406 (Part 1) 1986, , Production & Manufacturing: Fitter (NSQF Level - 5) RT for Ex No. 2.1.66, , Copyright Free Under CC BY Licence, , 11
Page 26 :
For Nominal Size, , 3, , 4, , 5, , 6, , 8, , 10, , 6.4, , 8.4, , 12, , (14), , 16, , (18), , 20, , 22 24, , Fine, , d1 H12, , 3.2, , 4.3, , 5.3, , 10.5 13, , 15, , 17, , 19, , 21, , 23 25, , Series, , d2 H12, , 6.3, , 8.3, , 10.4 12.4 16.5 20.5 25, , 28, , 31, , 34, , 37, , 48.2 52, , (f), , t1 ³, , 1.7, , 2.4, , 2.9, , 7, , 7.5, , 8, , 8.5, , 13.1 14, , t2 + 0.1, , 0.2, , 3.3, , 0.3, , 4.4, , 5.5, , 6.5, , 0.4, , 0.5, , 1, , Note 1: Sizes shown in brackets are of second preference., Note 2: Clearance hole d1 according to medium and fine series of IS : 1821- 1982., Designation : A countersink Type B with clearance hole of fine (f) series and having nominal size 10 shall be designated, as – Countersink B f 10 - IS : 3406., TABLE III, Dimensions and designation of countersink - Type C according to IS 3406 (Part 1) 1986, , For Screw Size No. (0), , (1), , 2, , (3), , 4, , (5), , 6, , (7), , 8, , 10, , (12), , 14, , (16), , d1 H12, , 1.6, , 2, , 2.4, , 2.8, , 3.1, , 3.5, , 3.7, , 4.2, , 4.5, , 5.1, , 5.8, , 6.7, , 8.4, , d2 H12, , 3.1, , 3.8, , 4.6, , 5.2, , 5.9, , 6.6, , 7.2, , 8.1, , 8.7, , 10.1, , 11.4, , 13.2, , 16.6, , t1 ³, , 0.9, , 1.1, , 1.3, , 1.5, , 1.7, , 1.9, , 2.1, , 2.3, , 2.6, , 3, , 3.4, , 3.9, , 4.9, , Note : Sizes given in brackets are of second preference., Designation : A countersink Type C for screw size 2 shall be designated as – Countersink C 2 - IS : 3406., TABLE IV, , 12, , Production & Manufacturing: Fitter (NSQF Level - 5) RT for Ex No. 2.1.66, , Copyright Free Under CC BY Licence
Page 27 :
Dimension and designation of countersink - Type E according to IS 3406 (Part 1) 1986, For Nominal No., , 10, , 12, , 16, , 20, , 22, , 24, , d1 H12, , 10.5, , 13, , 17, , 21, , 23, , 25, , d2 H12, , 19, , 24, , 31, , 34, , 37, , 40, , 5.5, , 7, , 9, , 11.5, , 12, , 13, , t1 ³, α ± 1°, , 75°, , 60°, , Note: Clearance hole d1 according to fine series of IS : 1821 - 1982, Designation : A countersink Type E for nominal size 10 shall be designated as – Countersink E 10 - IS : 3406., Methods of representing countersink holes in drawings, Countersink hole sizes are identified by code designation, or using dimension., , Use of code designation, , Use of dimension, The dimension of the countersink can be expressed by the, diameter of the countersink and the depth of the, countersink., , Counterboring and spot facing, Objectives: At the end of this lesson you shall be able to, • differentiate counterboring and spot facing, • state the types of counterbores and their uses, • determine the correct counterbore sizes for different holes., Counterboring, , Counterbore (Tool), , Counterboring is an operation of enlarging a hole to a given, depth, to house heads of socket heads or cap screws with, the help of a counterbore tool. (Fig 1), , The tool used for counterboring is called a counterbore., (Fig 2) Counterbores will have two or more cutting edges., , Production & Manufacturing: Fitter (NSQF Level - 5) RT for Ex No. 2.1.66, , Copyright Free Under CC BY Licence, , 13
Page 28 :
Spot facing, Spot facing is a machining operation for producing a flat, seat for bolt head, washer or nut at the opening of a drilled, hole. The tool is called a spot facer or a spot facing tool., Spot facing is similar to counterboring, except that it is, shallower. Tools that are used for counterboring can be, used for spot facing as well. (Fig 4), , Spot facing is also done by fly cutters by end-cutting, action. The cutter blade is inserted in the slot of the holder,, which can be mounted on to the spindle. (Fig 5), , At the cutting end, a pilot is provided to guide the tool, concentric to the previously drilled hole. The pilot also, helps to avoid chattering while counterboring. (Fig 3), , Counterbore sizes and specification, Counterbore sizes are standardised for each diameter of, screws as per BIS., There are two main types of counterbores. Type H and, Type K., The type H counterbores are used for assemblies with, slotted cheese head, slotted pan head and cross recessed, pan head screws. The type K counterbores are used in, assemblies with hexagonal socket head capscrews., For fitting different types of washers the counterbore, standards are different in Type H and Type K., , Counterbores are available with solid pilots or with, interchangeable pilots. The interchangeable pilot provides, flexibility of counterboring on different diameters of holes., , 14, , The clearance hole d1 are of two different grades i.e., medium (m) and fine (f) and are finished to H13 and H12, dimensions., , Production & Manufacturing: Fitter (NSQF Level - 5) RT for Ex No. 2.1.66, , Copyright Free Under CC BY Licence
Page 29 :
The table given below is a portion from IS 3406 (Part 2), 1986. This gives dimensions for Type H and Type K, counterbores., , Dimensions for H and K Type counter bores, While representing counterbores in drawings, counterbores, can be indicated either by code designation or using the, dimensions., , Counterbore and Clearance Hole Sizes for Different Sizes, of Screws, , Table - 1, , For, Nominal size 1, , 1.2 1.4 1.6 1.8, , 2, , 2.5, , 3 (3.5) 4, , 5, , 6, , Medium (m) 1.2 1.4 1.6 1.8 2.1 2.4 2.9 3.4 3.9 4.5 5.5 6.6, H13, d1, fine (f), H12, d2 H13, d3, , 1.1 1.3 1.5 1.7, , -, , -, , 0.8 0.9, , 1, , -, , -, , 10, , 12 (14) 16, , 18, , 20 22, , 24 27, , 30, , 33, , 36, , 9, , 11 13.5 15.5 17.5 20, , 22 24, , 26 30, , 33, , 36, , 39, , -, , 2.2 2.7 3.2 3.7 4.3 5.3 6.4 8.4 10.5 13, , 2.2 2.5 2.8 3.3 3.8 4.3, -, , Type H, , 2, , 8, , -, , 1.2 1.5 1.6, , 21 23, , 25, , 24 26, , 30, , 33 36, , 40 43, , 48, , 53, , 57, , 15.5 17.5 19.5 22, , 24 26, , 28, , 36, , 39, , 42, , 20, , -, , -, , 6, , 6.5, , 8, , 10, , -, , -, , -, , -, , -, , -, , -, , -, , 4, , 4.7, , 6, , 7, , 8, , 9 10.5 11.5 12.5 13.5 14.5 -, , 4.6 5.7 6.8, , 9, , 11, , 13, , 15 17.5 19.5 21.5 23.5 25.5 28.5 32, , 2.4 2.9 3.2, , 18, , 19, , 5, , 2, , 11 15, , 15 17, , 33, -, , -, , -, , -, , t1, Type K, , Tolerances, , -, , -, , 1.6 1.8, , -, , 2.3 2.9 3.4, , -, , +0.1, , +0.2, , +0.4, , +0.6, , 0, , 0, , 0, , 0, , 35, , 38, , Note : Sizes given in brackets are of second preference. For details refer IS : 3406 (Part2) 1986., Using code designation (Fig 7), , Using dimensions (Fig 8), , Production & Manufacturing: Fitter (NSQF Level - 5) RT for Ex No. 2.1.66, , Copyright Free Under CC BY Licence, , 15
Page 30 :
Production & Manufacturing, Fitter - Drilling, , Related Theory for Exercise 2.1.67, , Reamers, Objectives: At the end of this lesson you shall be able to, • state the use of reamers, • state the advantages of reaming, • distinguish between hand and machine reaming, • name the elements of a reamer and state their functions., What is a reamer?, A reamer is a multipoint cutting tool used for enlarging by, finishing previously drilled holes to accurate sizes. (Fig 1), , Reaming by using hand reamers is done manually for, which great skill is needed., Machine reamers are fitted on spindles of machine tools, and rotated for reaming., Machine reamers are provided with morse taper shanks for, holding on machine spindles., Hand reamers have straight shanks with ‘square’ at the, end, for holding with tap wrenches. (Figs 2 (a) and (b), Parts of a hand reamer, The parts of a hand reamer are listed hereunder. Refer to, Fig 3., , Advantages of ‘reaming’, Reaming produces, High quality surface finish, Dimensional accuracy to close limits., Also small holes which cannot be finished by other, processes can be finished., Classification of reamers, Reamers are classified as hand reamers and machine, reamers. (Figs 2a and 2b), , Axis, The longitudinal centre line of the reamer., Body, The portion of the reamer extending from the entering end, of the reamer to the commencement of the shank., Recess, The portion of the body which is reduced in diameter below, the cutting edges, pilot or guide diameters., 16, , Copyright Free Under CC BY Licence
Page 31 :
Shank, , Cutting edge, , The portion of the reamer which is held and driven. It can, be parallel or taper., , The edge formed by the intersection of the face and the, circular land or the surface left by the provision of primary, clearance. (Fig 4), , Circular land, Face, The cylindrically ground surface adjacent to the cutting, edge on the leading edge of the land., Bevel lead, The bevel lead cutting portion at the entering end of the, reamer cutting its way into the hole. It is not provided with, a circular land., , The portion of the flute surface adjacent to the cutting edge, on which the chip impinges as it is cut from the work., (Fig 4), Rake angles, The angles in a diametral plane formed by the face and a, radial line from the cutting edge. (Fig 5), , Taper lead, The tapered cutting portion at the entering end to facilitate, cutting and finishing of the hole. It is not provided with a, circular land., Bevel lead angle, The angle formed by the cutting edges of the bevel lead and, the reamer axis., Taper lead angle, The angle formed by the cutting edges of the taper and the, reamer axis., Terms relating to cutting geometry, Flutes, , Clearance angle, , The grooves in the body of the reamer to provide cutting, edges, to permit the removal of chips, and to allow the, cutting fluid to reach the cutting edges. (Fig 4), , The angles formed by the primary or secondary clearances, and the tangent to the periphery of the reamer at the cutting, edge. They are called primary clearance angle and secondary, clearance angle respectively. (Fig 6), , Helix angle, Heel, , The angle between the edge and the reamer axis. (Fig 7), , The edge formed by the intersection of the surface left by, the provision of a secondary clearance and the flute., (Fig 4), , Production & Manufacturing: Fitter (NSQF Level - 5) RT for Ex No. 2.1.67, , Copyright Free Under CC BY Licence, , 17
Page 32 :
Hand reamers, Objectives: At the end of this lesson you shall be able to, • state the general features of hand reamers, • identify the types of hand reamers, • distinguish between the uses of straight fluted and helical fluted reamers, • name the materials from which reamers are made and specify reamers., General features of hand reamers (Fig 1), , Parallel hand reamer with parallel shank (Fig 4a), , Hand reamers are used to ream holes manually using tap, wrenches., These reamers have a long taper lead.(Fig 2) This allows to, start the reamer straight and in alignment with the hole, being reamed., , A reamer which has virtually parallel cutting edges with taper, and bevel lead. The body of the reamer is integral with a, shank. The shank has the nominal diameter of the cutting, edges. One end of the shank is square shaped for tuning it, with a tap wrench. Parallel reamers are available with, straight and helical flutes. This is the commonly used hand, reamer for reaming holes with parallel sides., Reamers commonly used in workshop produce H7 holes., Hand reamer with pilot (Fig 4b), , Most hand reamers are for right hand cutting., Helical fluted hand reamers have left hand helix. The left, hand helix will produce smooth cutting action and finish., Most reamers, machine or hand, have uneven spacing of, teeth. This feature of reamers helps to reduce chattering, while reaming. (Fig 3), Types, features and functions, , For this type of reamer, a portion of the body is cylindrically, ground to form a pilot at the entering end. The pilot keeps, the reamer concentric with the hole being reamed., , Hand reamers with different features are available for, meeting different reaming conditions. The commonly used, types are listed here under:, 18, , Production & Manufacturing: Fitter (NSQF Level - 5) RT for Ex No. 2.1.67, , Copyright Free Under CC BY Licence
Page 33 :
Socket reamer with parallel shank (Figs 5a and 5b), This reamer has tapered cutting edges to suit metric morse, tapers. The shank is integral with the body, and is square, shaped for driving. The flutes are either straight or helical., The socket reamer is used for reaming internal morse, tapered holes., Taper pin hand reamer (Fig 5c), , Material of hand reamers, When the reamers are made as a one-piece, construction, high speed steel is used. When, they are made as two-piece construction, then the cutting portion is made of high, speed steel while the shank portion is made, of carbon steel. They are butt-welded, together before manufacturing., Specifications of a reamer, To specify a reamer the following data is to be given., This reamer has tapered cutting edges for reaming taper, holes to suit taper pins. A taper pin reamer is made with a, taper of 1 in 50. These reamers are available with straight, or helical flutes., , Type, Flute, , Use of straight and helical fluted reamers (Fig 6), , Shank end, , Straight fluted reamers are useful for general reaming work., Helical fluted reamers are particularly suitable for reaming, holes with keyway grooves or special lines cut into them., The helical flutes will bridge the gap and reduce binding and, chattering., , Size, Example : Hand reamer, Straight flute, Parallel shank of, Ø 20 mm., , Drill size for reaming, Objective: At the end of this lesson you shall be able to, • determine the hole size for reaming., For reaming with a hand or a machine reamer, the hole, drilled should be smaller than the reamer size., , Drill size = Reamed size – (Undersize + Oversize), Finished size, , The drilled hole should have sufficient metal for finishing, with the reamer. Excessive metal will impose a strain on, the cutting edge of the reamer and damage it., Calculating drill size for reamer, A method generally practised in workshop is by applying, the following formula., , Finished size is the diameter of the reamer., Undersize, Undersize is the recommended reduction in size for, different ranges of drill diameter. (Table 1), , Production & Manufacturing: Fitter (NSQF Level - 5) RT for Ex No. 2.1.67, , Copyright Free Under CC BY Licence, , 19
Page 34 :
Undersizes for reaming, , Note: If the reamed hole is undersize, the cause, is that the reamer is worn out., , TABLE 1, Diameter of, ready reamed, hole (mm), , Undersize of, rough bored, hole (mm), , Always inspect the condition of the reamer before, commencing reaming., For obtaining good surface finish, , under 5, , 0.1.....0.2, , 5......20, , 0.2.....0.3, , 21....50, , 0.3.....0.5, , over 50, , 0.5.....1, , Oversize, , Use a coolant while reaming. Remove metal, chips from the reamer frequently. Advance the, reamer slowly into the work., Defects in reaming - Causes and Remedies, •, , It is generally considered that a twist drill will make a hole, larger than its diameter. The oversize for calculation, purposes is taken as 0.05 mm - for all diameters of drills., , Reamed hole undersize, - If a worn out reamer is used, it may result in the, reamed hole bearing undersize. Do not use such, reamers., - Always inspect the condition of the reamer before, using., , For light metals the undersize will be chosen 50% larger., Example, •, A hole is to be reamed on mild steel with a 10 mm reamer., What will be the diameter of the drill for drilling the hole, before reaming?, Drill size = Reamed size – (Undersize + Oversize), (Finished size), , =, , 10, , mm, , Undersize as per, table, , =, , 0.2 mm, , Oversize, , =, , 0.05 mm, , Drill size, , =, , 10 mm -- 0.25 mm, , =, , 9.75 mm, , Determine the drill hole sizes for the following reamers:, i, , -, , The causes may be any one of the following or a, combinations thereof., , -, , Incorrect application, , -, , Swarf accumulated in reamer flutes, , -, , Inadequate flow of coolant, , -, , Feed rate too fast, , -, , While reaming apply a steady and slow feed-rate., , -, , Ensure a continuous supply of the coolant., , -, , Do not turn the reamer in the reverse direction., , Determining the drill size for reaming, Use the formaula,, , 15 mm, , ii 4, , Surface finish rough, , drill diameter = reamed hole size. (undersize + oversize), , mm, , iii 40 mm, , Refer to the table for the recommended undersizes in, Related Theory on DRILL SIZES FOR REAMING., , iv 19 mm, Answer, i _________________________________________, ii _________________________________________, iii _________________________________________, iv _________________________________________, , 20, , Production & Manufacturing: Fitter (NSQF Level - 5) RT for Ex No. 2.1.67, , Copyright Free Under CC BY Licence
Page 35 :
Reaming, Objectives : At the end of this lesson you shall be able to, • state the procedure for hand reaming and machine reaming., Reaming, Reaming is the operation of finishing and sizing a hole, which has been previously drilled, bored, casteed holes., The tool used is called a reamer, which has multiple cutting edges. Manually it is held in a tap wrench and reamed., Machine reamer are used in drilling machine using sleeves, (or) socket. Normally the speed for reaming will be 1/3rd, speed of drilling., Hand Reaming, Drill holes for reaming as per the sizes determined., Place the work on parallels while setting on, the machine vice. (Fig 1), , Chamfer the hole ends slightly. This removes burrs and, will also help to align the reamer vertically. (Fig 2) Fix the, work in the bench vice. Use vice clamps to protect the, finished surfaces. Ensure that the job is horizontal. (Fig 2), , Fix the tap wrench on the square end and place the reamer, vertically in the hole. Check the alignment with a try square., Make corrections, If necessary. Turn the tap wrench in a, clockwise direction applying a slight downward pressure, at the same time. (Fig 3) Apply pressure evenly at both, ends of the tap wrench., , Do not turn in reverse direction it will scratch the reamed, hole. (Fig 4), , Ream the hole through, ensure that the taper lead length, of the reamer comes out well and clear from the bottom of, the work. Do not allow the end of the reamer to strike on, the vice., Remove the reamer with an upward pull until the reamer is, clear of the hole. (Fig 5), , Remove the burrs from the bottom of the reamed hole., Clean the hole. Check the accuracy with the cylindrical, pins supplied., , Apply cutting force, Turn the tap wrench steadily and slowly, maintaining the, downward pressure., Production & Manufacturing: Fitter (NSQF Level - 5) RT for Ex No. 2.1.67, , Copyright Free Under CC BY Licence, , 21
Page 36 :
Production & Manufacturing, Fitter - Drilling, , Related Theory for Exercise 2.1.68 - 69, , Screw thread and elements, Objectives: At the end of this lesson you shall be able to, • state the terminology of screw threads, • state the types of screw threads., Screw thread terminology, Parts of screw thread (Fig 1), , Minor Diameter, , The top surface joining the two sides of a thread., , For external threads, the minor diameter is the smallest, diameter after cutting the full thread. In the case of internal, threads, it is the diameter of the hole drilled for forming the, thread which is the minor diameter., , Root, , Pitch Diameter (effective diameter), , The bottom surface joining the two sides of adjacent, threads., , The diameter of the thread at which the thread thickness is, equal to one half of the pitch., , Flank, , Pitch, , The surface joining the crest and the root., Thread angle, , It is the distance from a point on one thread to a correspond, ing point on the adjacent thread measured parallel to the, axis., , The included angle between the flanks of adjacent threads., , Lead, , Depth, , Lead is the distance of a threaded component moves along, the matching component during one complete revolution., For a single start thread the lead is equal to the pitch., , Crest, , The perpendicular distance between the roots and crest of, the thread., Major Diameter, In the case of external threads it is the diameter of the, blank on which the threads are cut and in the case of, internal threads it is the largest diameter after the threads, are cut that are known as the major diameter. (Fig 2), This is the diameter by which the sizes of screws are, stated., , Helix Angle, The angle of inclination of the thread to the imaginary, perpendicular line., Hand, The direction in which the thread is turned to advance. A, right hand thread is turned clockwise to advance, while a, left hand thread is turned anticlockwise.( Fig 3), , 22, , Copyright Free Under CC BY Licence
Page 37 :
Screw threads - types of V threads and their uses, Objectives: At the end of this lesson you shall be able to, • state the different standards of V threads, • indicate the angle and the relation between the pitch with the other elements of the thread, • state the uses of the different standards of V threads., The different standards of V threads are:, -, , BSW thread: British Standard Whitworth thread, , -, , BSF thread: British Standard fine thread, , -, , BSP thread: British Standard pipe thread, , -, , B.A thread: British Association thread, , -, , I.S.O Metric thread: International Standard Organisation, metric thread, , -, , ANS: American National or sellers’ thread, , -, , BIS Metric thread: Bureau of Indian Standard metric, thread., , BSW thread (Fig 1), , BSF thread, This thread is similar to BSW thread except the number of, TPI for a particular diameter. The number of threads per, inch is more than that for the BSW thread for a particular, diameter. For Example, 1” BSW has 8 TPI and 1 “BSF has, 10 TPI. The table indicates the standard number of TPI for, different dia. of BSF threads. It is used in automobile, industries., BSP thread, This thread is recommended for pipe and pipe fittings. The, table shows the pitch for different diameters. It is also, similar to BSW thread. The thread is cut externally with a, small taper for the threaded length. This avoids the leakage, in the assembly and provides for further adjustment when, slackness is felt., BA thread (Fig 2), , It has an included angle of 55° and the depth of the thread, is 0.6403 x P. The crest and root are rounded off to a, definite radius . The figure shows the relationship between, the pitch and the other elements of the thread., BSW thread is represented in a drawing by giving the major, diameter. For example : 1/2” BSW, 1/4” BSW. The table, indicates the standard number of TPI for different diameters., BSW thread is used for general purpose fastening threads., , This thread has an included angle of 47 1/2°. Depth and, other elements are as shown in the figure. It is used in small, screws of electrical appliances, watch screws, screws of, scientific apparatus., , Production & Manufacturing: Fitter (NSQF Level - 5) RT for Ex No. 2.1.68 - 69, , Copyright Free Under CC BY Licence, , 23
Page 38 :
Unified thread (Fig 3), , For the fine series, the letter ‘M’ is followed by the major, diameter and pitch., , For both the metric and inch series, ISO has developed this, thread. Its angle is 60°. The crest and root are flat and the, other dimensions are as shown in the figure. This thread is, used for general fastening purposes., , Ex : M14 x 1.5, M24 x 2, American National Thread (Fig 4), These threads are also called as seller’s threads. It was, more commonly used prior to the introduction of the ISO, unified thread., , This thread of metric standard is represented in a drawing, by the letter ‘M’ followed by the major diameter for the, coarse series., Ex : M14, M12 etc., , Screw pitch gauge, Objectives: At the end of this lesson you shall be able to, • state the purpose of a screw pitch gauge, • state the features of a screw pitch gauge., Purpose, A screw pitch gauge is used to determine the pitch of a, thread., , The thread profile on each blade is cut for about 25 mm to, 30 mm. The pitch of the blade is stamped on each blade., The standard and range of the pitches are marked on the, case. (Fig 1), , It is also used to compare the profile of threads., Constructional features, Pitch gauges are available with a number of blades, assembled as a set. Each blade is meant for checking a, particular standard thread pitch. The blades are made of, thin spring steel sheets, and are hardened., Some screw pitch gauge sets will have blades provided for, checking British Standard threads (BSW, BSF etc.) at one, end and the metric standard at the other end., , Taps, Objectives: At the end of this lesson you shall be able to, • state the uses of hand taps, • state the features of hand taps, • distinguish between the different taps in a set., Use of hand taps: Hand taps are used for internal, threading of components., 24, , Features (Fig 1): They are made from high speed steel., , Production & Manufacturing: Fitter (NSQF Level - 5) RT for Ex No. 2.1.68 - 69, , Copyright Free Under CC BY Licence
Page 39 :
The threads are cut on the periphery and are accurately, finished., To form the cutting edges, flutes are cut across the thread., The end of the shank of the tap is made of square shape for, the purpose of holding and turning the taps., The end of the taps are chamfered (taper lead) for assisting,, aligning and starting of the thread., The size of the taps, the thread standard, the pitch of the, thread, the dia. of the tapping hole are usually marked on, the shank., Marking on the shank are also made to indicate the type, of tap i.e. first, second and plug., Types of taps in a set : Hand taps for a particular thread, are available as a set consisting of three pieces. (Fig 2), , The taper tap is to start the thread. It is possible to form full, threads by the taper tap in through holes which are not, deep., The bottoming tap (plug) is used to finish the threads of a, blind hole to the correct depth., , These are:, – First tap or taper tap, – Second tap or intermediate tap, , For identifying the type of taps quickly - the taps are either, numbered 1,2 and 3 or rings are marked on the shank., , – Plug or bottoming tap., These taps are identical in all features except in the, tap lead., , The taper tap has one ring, the intermediate tap has two, and the bottoming tap has three rings. (Fig 2), , Production & Manufacturing: Fitter (NSQF Level - 5) RT for Ex No. 2.1.68 - 69, , Copyright Free Under CC BY Licence, , 25
Page 40 :
Table for tap drill size, B.S.F. (55°), , B.S.W. (55°), Tap size, (inch), , Threads per, inch, , Tap drill, size (mm), , Tap size, (inch), , Threads per, inch, , Tap drill, size (mm), , 3/16, , 24, , 3.7mm, , 3/16, , 32, , 3.97mm, , 7/32, , 24, , 4.5mm, , 7/32, , 28, , 4.6mm, , 1/4, , 20, , 5.1mm, , 1/4, , 26, , 5.3mm, , 5/16, , 18, , 6.5mm, , 5/16, , 22, , 6.75mm, , 3/8, , 16, , 7.94mm, , 3/8, , 20, , 8.2mm, , 7/16, , 14, , 9.3mm, , 7/16, , 18, , 9.7mm, , 1/2, , 12, , 10.5mm, , 1/2, , 16, , 11.11mm, , 9/16, , 12, , 12.1mm, , 9/16, , 16, , 12.7mm, , 5/8, , 11, , 13.5mm, , 5/8, , 14, , 14mm, , 11/16, , 11, , 15mm, , 11/16, , 14, , 15.5mm, , 3/4, , 10, , 16.257mm, , 3/4, , 12, , 16.75mm, , 7/8, , 9, , 19.25mm, , 7/8, , 11, , 19.84mm, , 1”, , 8, , 22mm, , 1”, , 10, , 22.75mm, , NPT National pipe thread, Tap size, (inch), , 26, , Threads per, inch, , Tap drill, size inch, , Tap size, (inch), , Threads per, inch, , Tap drill size, inch, , 1/8, , 27, , 11/32, , 1, , 11 1/2, , 1 5/32, , 1/4, , 18, , 7/16, , 1 1/4, , 11 1/4, , 1 1/2, , 3/8, , 18, , 19/32, , 1 1/2, , 11 1/2, , 1 23/32, , 1/2, , 14, , 23/32, , 2, , 11 1/2, , 2 23/16, , 3/4, , 14, , 15/16, , 2 1/2, , 8, , 2 5/8, , Production & Manufacturing: Fitter (NSQF Level - 5) RT for Ex No. 2.1.68 - 69, , Copyright Free Under CC BY Licence
Page 41 :
Tap drill sizes ISO Inch (Unified) thread, NC National coarse, Tap size, (inch), , Threads per, inch, , NF National Fine, Tap drill, size inch, , Tap size, (inch), , Threads per, inch, , Tap drill size, inch, , 1/4, , 20, , 13/64, , 1/4, , 28, , 7/32, , 5/16, , 18, , 17/64, , 5/16, , 24, , 17/64, , 3/8, , 16, , 5/16, , 3/8, , 24, , 21/64, , 7/16, , 14, , 3/8, , 7/16, , 20, , 25/64, , 1/2, , 13, , 27/64, , 1/2, , 20, , 29/64, , 9/16, , 12, , 31/64, , 9/16, , 18, , 33/64, , 5/8, , 11, , 17/32, , 5/8, , 18, , 37/64, , 3/4, , 10, , 21/32, , 3/4, , 16, , 11/16, , 7/8, , 9, , 49/64, , 7/8, , 14, , 13/16, , 1”, , 8, , 7/8, , 1”, , 14, , 15/16, , 1 1/8, , 7, , 63/64, , 1 1/8, , 12, , 1 3/6, , 1 1/4, , 7, , 17/64, , 1 1/4, , 12, , 1 11/6, , 1 3/8, , 6, , 17/32, , 1 3/8, , 12, , 1 19/64, , 1 1/2, , 6, , 1 11/32, , 1 1/2, , 12, , 1 27/64, , 1 3/4, , 5, , 1 9/16, , 2”, , 4 1/2, , 1 25/32, , Production & Manufacturing: Fitter (NSQF Level - 5) RT for Ex No. 2.1.68 - 69, , Copyright Free Under CC BY Licence, , 27
Page 42 :
Machine taps, Objectives: At the end of this lesson you shall be able to, • state the characteristics of machine taps, • name the different types of machine taps, • state the features and uses of different types of machine taps., Machine taps: Machine taps of different types are available., The two important features of machine taps are, – Ability to withstand the torque needed for threading, holes, – Provision for eliminating chip jamming., Types of machine taps, , Flute-less taps are used for tapping through holes on, materials which are not thicker than the diameter of the, holes. Flutless spiral point taps are best suited for tapping, soft materials or thin metal sections., Helical fluted taps/spiral fluted taps: These taps have, spiral flutes which bring out the chips from the hole being, tapped. (Fig 4), , Gun tap (Spiral pointed tap) (Fig 1), , These taps are especially useful for machine tapping of, through holes. In the case of blind hole tapping, there, should be sufficient space below to accommodate the, chips. While tapping, the chips are forced out ahead of the, tap. (Fig 2), , These are useful for tapping holes with slots. The helical, land of the tap will bridge the interruption of the surface, being threaded. The helical flutes of the tap provide a shear, cutting action, and are mostly used to tap holes in ductile, materials like aluminium, brass, copper etc., Spiral fluted taps are also available with fast spiral. (Fig 5), These taps are best suited for tapping deep holes as these, can clear the chips faster from the hole. (Fig 6), , This prevents the clogging of the chips and thus reduces, the chances of tap breakage. These taps are stronger, since the flutes are shallow. The flutes of these taps do not, convey chips., Flute-less spiral pointed tap (Stub flute taps) (Fig 3):, Thread forming taps (Fluteless taps), These taps form threads in the hole by displacing the, material and not by cutting action. (Fig 7), These taps have short angular flutes ground on the chamfered, end, and the rest of the body is left solid. These taps are, stronger than gun taps., , 28, , Production & Manufacturing: Fitter (NSQF Level - 5) RT for Ex No. 2.1.68 - 69, , Copyright Free Under CC BY Licence
Page 43 :
These taps have projecting lobes which actually help in, forming the thread. (Fig 8) Since there are no chips in the, process, it is very valuable in places where chip removal, poses problems. These taps are excellent for tapping, copper, brass, aluminium, lead etc. The thread finish is, also comparatively better than in the fluted taps., , General informative points on taps, Objectives: At the end of this lesson you shall be able to, • differentiate between hand tap and machine tap, • identify the parts of a machine tap, • state the constructional features of a machine tap., Unlike tapping with the three piece set of hand taps, the, machine tap cuts the entire threaded profile in one operation., The machine tap is normally made of tool steel and, consists of the shank (2) and the cutting section (1) as, shown in (Fig 1). The cutting section itself is subdivided, into two areas. The start (3), which serves for cutting, and, the guiding section (4) for the feeding motion and smoothing, of the newly cut thread. (Fig 1), , The number of flutes (5), may be even or odd. With an even, number of flutes, measuring of the diameter (7) is easier., (Figs 2a and 2b), , Straight and spiral groove machine taps are available. The, diameter of the shank and the shape of its end vary between, the various standards. The shank diameter may be, smaller, equal to or larger than the thread diameter. The, shank ends are available in straight design, with square, ends as shown in (6) or with driving shoulders., , Accordingly three types of taps are available., Type normal (Fig 3b ) with a rake angle of approximately, 12°., Type soft (Fig 3c) with a rake angle of approximately 20°., Type hard (Fig 3a) with a rake angle of approximately 3°., , The normal type of rake angle taps can be used in most, cases. The start must be ground symmetrical. Before, using the tap, it is necessary to check that the cutting, edges are not chipped, and all the edges are sharp., The ‘hard’ type tap is used for tapping brittle materials like, cast iron. In case a ‘normal’ type tap is used on cast iron,, the tap cutting edges get blunt soon and the tap cannot be, used again on ductile materials like mild steel. The fine, cast iron splinters wear the external diameter of the cutting, edges of the tap causing them to tend to become blunt, and, when the same tap is used on steel which is more flexible, it is elastically pressed away (8) at the cutting point., Behind the cutting edge the material returns to the machined, diameter. The depth of the groove also causes jamming of, the guiding section of the tap. (Fig 4), , Chip removal (flow) takes place at the start of the tap. The, rake angle must be adapted to the material to be machined., Hard and brittle materials require a small rake angle and, soft materials need a larger rake angle., , Production & Manufacturing: Fitter (NSQF Level - 5) RT for Ex No. 2.1.68 - 69, , Copyright Free Under CC BY Licence, , 29
Page 44 :
Pipe Threads and Pipe Taps, Objectives: At the end of this lesson you shall be able to, • state parallel and taper pipes threads, • determine the wall thickness and threads per inch (TPI) of BSP threads, • state the method of sealing pipe joints, • determine blank sizes for threading as per B.S 21 - 1973 and I.S. 2643 - 1964., Pipe threads, The standard pipe fittings are threaded to British Standard, pipe (BSP). The internal pipe threads have parallel threads, whereas the external pipes have tapered threads as shown, in Fig 1., , The pipe joint shown in Fig 4 consists of the following:, 1 Parallel female thread, 2 Tapered male thread, 3 Hemp packing, The hamp packing isused to ensure that any small space, between two metal threads (male and female threads) is, sealed to prevent any leakage., , B.S.P. threads, Glavinized iron pipes are available in sizes ranging from, 1/2” to 6” in several different wall thickness. The table, shows outside diameters and threads per inch from, 1/2” to 4”. (Fig 2), Table, BSP - Pipe sizes, or DIN 2999, (inside) (B), , The next two threads have fully formed bottoms but that, tops. (B), The last four threads have flat tops and bottoms. (C), Sealing pipe joint, Fig 3 shows that the pipe has several fully formed threads, at the end. (A), , 30, , Threads, inch, , Outside diameter/, mm of the pipe (A), , 1/2”, , 14, , 20.955 mm, , 3/4”, , 14, , 26.441, , 1”, , 11, , 33.249, , 11/4”, , 11, , 41.910, , 11/2”, , 11, , 47.803, , 2”, , 11, , 59.614, , 2 1/2”, , 8, , 75.184, , 3”, , 8, , 87.884, , 4”, , 8, , 113.030, , Production & Manufacturing: Fitter (NSQF Level - 5) RT for Ex No. 2.1.68 - 69, , Copyright Free Under CC BY Licence
Page 45 :
Pipe taps, Internal pipe threads are usually cut with standard taper, pipe taps. (Fig 5), , In gauging internal pipe threads, the pipe plug thread gauge, should be screwed tight by hand into the pipe until the, notch on the gauge is flush with the face. When the thread, is chamfered the notch should be flushed with the bottom, of the chamfer. (Fig 6), , Production & Manufacturing: Fitter (NSQF Level - 5) RT for Ex No. 2.1.68 - 69, , Copyright Free Under CC BY Licence, , 31
Page 46 :
Production & Manufacturing, Fitter - Drilling, , Related Theory for Exercise 2.1.70, , Tap wrenches, removal of broken tap, studs, Objectives : At the end of this lesson you shall be able to, • name the different types of tap wrenches, • state the uses of the different types of wrenches., Tap wrenches, , These are small, adjustable chucks with two jaws and a, handle to turn the wrench., , Tap wrenches are used to align and drive the hand taps, correctly into the hole to be threaded., Tap wrenches are of different types, such as double-ended, adjustable wrench, T- handle tap wrench, solid type tap, wrench etc., , This tap wrench is useful to work in restricted places, and, is turned with one hand only. Most suitable for smaller, sizes of taps., Solid type tap wrench (Fig 3), , Double - ended adjustable tap wrench or bar type tap, wrench (Fig 1), , This is the most commonly used type of tap wrench. It is, available in various sizes- 175, 250,350mm long. These tap, wrenches are more suitable for large diameter taps, and, can be used in open places where there is no obstruction, to turn the tap., , These wrenches are not adjustable., , It is important to select the correct size of wrench., , Material, , T- handle tap wrench (Fig 2), , They can take only certain sizes of taps. This eliminates, the use of wrong length of the tap wrenches, and thus, prevents damage to the taps., , Made from a single piece of solid Cast iron (or) steel. Cast, iron and steel are used because of strong, durable and, unlikely to deform under pressure., , Removing broken taps, Objectives: At the end of this lesson you shall be able to, • name the different methods of removing broken taps, • state the methods of removing broken taps., A tap broken above the surface of the workpiece can be, removed using using gripping tools like pliers., , Use of tap extractor (Fig 1), This is a very delicate tool and need very careful handling., , Taps broken below the surface pose a problem for removing., Any one of the several methods given below can be used., , 32, , Copyright Free Under CC BY Licence
Page 47 :
Use of arc welding, , This extractor has fingers which can be inserted on the, flutes of the broken tap. The sliding collar is then brought, to the surface of the work and the extractor turned, anticlockwise to take out the broken tap., A light blow on the broken tap with a punch will help to, relieve the tap if it is jammed inside the hole., Use of punch (Fig 2), In this method the point of the punch is placed in the flute, of the broken tap in an inclination and struck with a hammer, the positioning of the punch should be such that the broken, tap is rotated anticlockwise when struck., , This is a suitable method when a small tap is broken at the, bottom of materials like copper, aluminium etc. In this, method the electrode is brought in contact with the broken, tap and stuck so that it is attached with the broken tap. The, tap may be removed by rotating the electrode., Use of nitric acid, In this method nitric acid is diluted in a proportion of about, one part acid to five parts of water is injected inside. The, action of the acid loosens the tap and then it is removed, with an extractor or with a nose plier. The workpiece should, be thoroughly cleaned for preventing further action of the, acid., While diluting acid mix acid to water., Use of spark erosion, For salvaging certain precision components damaged due, to breakage of taps, spark erosion can be used. In this, process, the metal (broken tap ) is removed by means of, repetitive spark discharges. The electrical discharge occurs, between an electrode and the electro - conductive workpiece, (tap) and the minute particles are eroded both from the, electrode and the workpiece. In many cases it may not be, necessary to remove the broken tap completely. ( After a, small portion has been eroded, a screw- driver or punch, can be used to remove the remaining portion of the tap.) The, shape of the electrode also need not be round. It can be for, assisting the tools for rotaing the broken tap., , Annealing and drilling the tap, This is a method adopted when other method fail. In the, process the broken tap is heated by flame or by other, methods for annealing. A hole is then drilled on the, annealed tap. The remaining piece can be removed either, by using a drift or using an EZY - OUT (extractor). This, method is not suitable for workpieces with low melting, temperatures such as aluminium, copper etc. (Fig 3), , Production & Manufacturing: Fitter (NSQF Level - 5) RT for Ex No. 2.1.70, , Copyright Free Under CC BY Licence, , 33
Page 48 :
Removing broken stud, Objectives: At the end of this lesson you shall be able to, • state the reasons for breakage of stud, • state different methods for removing broken stud., The stud is used in place of a bolt ,when there is insufficient, space to accomodate the bolt head or to avoid use of an, unnecessarily long bolt. Studs are generally used to fix up, cover plates or to connect cylinder covers to engine, cylinders., Reasons for breakage of stud/bolt., Excessive torque is applied while screwing the stud into, the hole., Corrosive attack on the thread., Matching threads are not of proper formation., Threads are seized., Methods of removing broken studs, Prick punch method, If the stud is broken very near to the surface, drive it in an, anticlockwise direction, using a prick punch and hammer, to remove it. (Fig 1), EZY - out method (Fig 4), Ezy - out or a stud extactor is a hand tool, somewhat, similar to the form of a taper reamer but has left hand spiral., It is available in a set of 5 pieces. The recommended drill, size is punched on each ezy - out ., After drilling the hole recommended ezy - out is set on it, and turned in an anti - clockwise direction by a tap wrench., As it is rotated it penetrates into the hole increasing its grip, and in the process the broken stud gets unscrewed., (Fig 4), , Filing square form, When the stud is broken a lilttle above the surface form a, square on the projecting portion to suit a standard spanner., Then turn it anticlockwise using a spanner to remove it., (Fig 2), Using square taper punch, Broken stud can also be removed by drilling a blind hole, (hole diameter equals to half of stud diameter) and driving, a square taper punch into the hole as shown in Fig 3. Turn, the punch using a suitable spanner in an anti - clock- wise, direction to unscrew the stud., , 34, , Production & Manufacturing: Fitter (NSQF Level - 5) RT for Ex No. 2.1.70, , Copyright Free Under CC BY Licence
Page 49 :
Making drill hole, Correctly find out the centre of the broken stud and drill hole, nearly equal to the core diameter of the stud down the, centre so that the threads only remain. Remove the thread, portion by the point of a scriber in the form of broken chips., Re - tap the drill the hole to clear the threads. (Fig 5), , If all other method fail, drill a hole equal to the size of the, stud size or a little over and tap the hole with an oversize, tap.Now a special over size stud as shown in Fig 6 is to be, made and fitted in position., , Production & Manufacturing: Fitter (NSQF Level - 5) RT for Ex No. 2.1.70, , Copyright Free Under CC BY Licence, , 35
Page 50 :
Production & Manufacturing, Fitter - Drilling, , Related Theory for Exercise: 2.1.71, , Dies and die stock, Objectives: At the end of this lesson you shall be able to, • identify the different types of dies, • state the features of each type of die, • state the use of each type of die, • name the type of diestock for each type of die., Uses of dies, , FIN217113, , Threading dies are used to cut external threads on cylindrical, workpieces. (Fig 1), , FIN217111, , Half die (Fig 4), , Types of dies, , FIN217114, , The folowing are the different types of dies., Circular split die (Button die), Half die, Half dies are stronger in construction., Adjustable screw plate die, Adjustments can be made easily to increase or decrease, the depth of cut., , Circular split die/button die (Fig 2), , These dies are available in matching pairs and should be, used together., , FIN217112, , By adjusting the screw of the diestock, the die pieces can, be brought closer together or can be moved apart., , This has a slot cut to permit slight variation in size., Dies are made of high speed steel, When held in the diestock, variation in the size can be, made by using the adjusting screws. This permits increasing, or decreasing of the depth of cut. When the side screws are, tightened the die will close slightly. (Fig 3) For adjusting the, depth of the cut, the centre screw is advanced and locked, in the groove. T his type or die stock is called button pattern, stock, , They need a special die holder., Adjustable screw plate die (Fig 5), This is another type of a two piece die similar to the half die., This provides greater adjustment than the split die., The two die halves are held securely in a collar by means, of a threaded plate (guide plate) which also acts as a guide, while threading., When the guide plate is tightened after placing the die, pieces in the collar, the die pieces are correctly located and, rigidly held., , 36, , Copyright Free Under CC BY Licence
Page 51 :
The bottom of the die halves is tapered to provide the lead, for starting the thread. On one side of each die head, the, serial number is stamped., Both pieces should have the same serial numbers., , FIN217115, , FIN217117, , Die Nut (Solid Die) (Fig 7), , The die pieces can be adjusted, using the adjusting screws, on the collar. This type of die stock used is called quick cut, diestock. (Fig 6), , The die nut is used for chasing or reconditioning the, damged threads., Die nuts are not to be used for cutting new, threads., The die nuts are available for different standards and sizes, of threads., , FIN217116, , The die nut is turned with a spanner., , Blank size for external threading, Objective: At the end of this lesson you shall be able to, • determine the diameter of blank size for external thread cutting., Why should the blank size be less?, , Formula, D = d - p/10, , It has been observed from practice that the threaded, diameters of steel blanks show a slight increase in, diameter. such increase in the diameter will make assembly, of external and internal threaded components very difficult., To overcome this, the diameter of the blank is slightly, reduced before commencing the threading., , = 12mm - 0.175mm, = 11.825 or 11.8 mm., d = diameter of bolt, D = the blank diameter, p = pitch of thread, , What should be the blank size?, The diameter of the blank should be less by 1/10th of the, pitch of the thread., , Calculate the blank size for preparing a bolt of M16 x1.5?, Answer, , Example, , ........................................................., , For cutting the thread of M12 with 1.75mm pitch the, diameter of the blank is 11.80., , ........................................................., ........................................................., , Production & Manufacturing: Fitter (NSQF Level - 5) RT for Ex No. 2.1.71, , Copyright Free Under CC BY Licence, , 37
Page 52 :
External threading using dies, Objective: At the end of this lesson you shall be able to, • cut external threads using dies., Check blank size., , Procedure, , Blank size = Threads size -0.1 × pitch of thread, , Fix the die in the diestock and place the leading side of the, die opposite to the step of the diestock. (Figs 1a & 1b), , Use false jaws for ensuring a good grip in the, vice., Project the blank above the vice - just the, required thread length only., Place the leading side of the die on the chamfer of the work, (Fig 2), , Make sure that the die is fully open by tightening the centre, screw of the diestock. (Fig 3), Start the die, square to the bolt centre line. (Fig 4), , 38, , Production & Manufacturing: Fitter (NSQF Level - 5) RT for Ex No. 2.1.71, , Copyright Free Under CC BY Licence
Page 53 :
Apply pressure on the diestock evenly and turn clockwise, direction to advance the die on the bolt blank. (Fig 5), , Use a cutting lubricant., Increase the depth of the cut gradually by adjusting the, outer screws., Check the thread with a matching nut., Repeat the cutting until the nut matches., Too much depth of cut at one time will spoil the, threads. It can also spoil the die., Clean the die frequently to prevent the chips, from clogging and spoiling the thread., , Cut slowly and reverse the die for a short distance in order, to break the chips, , Production & Manufacturing: Fitter (NSQF Level - 5) RT for Ex No. 2.1.71, , Copyright Free Under CC BY Licence, , 39
Page 54 :
Production & Manufacturing, Fitter - Drilling, , Related Theory for Exercise 2.1.72 - 73, , Drill troubles - Causes and remedy, drill kinds, Objectives: At the end of this lesson you shall be able to, • state the common drilling defects, • identify the causes of drilling defects, • suggest remedial steps for preventing drill failures., The common defects in drilling are listed below., •, , Oversized holes, , •, , Overheated drills, , •, , Rough holes, , •, , Unequal and interrupted flow of chips, , •, , Split webs or broken drills, , Oversized holes, Oversized holes can be due to:, •, , The unequal length of the cutting edges (Fig 1), , Overheated drills, The drills may get overheated if the:, •, , The unequal angle of the cutting edges (Fig 2), , •, , Cutting speed is too high, , •, , Feed rate is too high, , •, , Clearance angle is incorrect, , •, , Cooling is ineffective, , •, , Point angle is incorrect, , •, , Drill is not sharp., , Rough holes, Rough holes are caused if the:, •, , The unequal thinning of the point (Fig 3), , •, , The spindle running out of centre, , •, , The drill point not being in centre. (Fig 4), , •, , Feed rate is too much, , •, , Drill cutting edges are not sharp, , •, , Cooling is ineffective., , 40, , Copyright Free Under CC BY Licence
Page 55 :
Unequal flow of chips (Fig 5 ), , Broken drill or split web, , Unequal flow of chips is caused if the cutting edges are, not equal and the point angle is not in the centre of the, drill., , Broken drill or split web occurs when the:, •, , Cutting speed is too high, , •, , Feed rate is too high, , •, , Work is not held rigidly, , •, , Drill is not held correctly, , •, , Drill is not sharp, , •, , Point angle is incorrect, , •, , Cooling is insufficient, , •, , Flutes are clogged with chips., , Letter and number drills, Objectives: At the end of this lesson you shall be able to, • state the range of drill sizes in number and letter drill series, • determine the number and letter drills for given diameters referring to the chart., Generally drills are manufactured to standard sizes in the, metric system. These drills, are available in specified, steps. The drills, which are not covered under the above, category, are manufactured in number and letter drills., These drills are used where odd sizes of holes are to be, drilled., Letter drills:, , Diameter, Letter, , Inches, , mm, , H, , .266, , 6.756, , I, , .272, , 6.909, , J, , .277, , 7.036, , K, , .281, , 7.137, , The letter drill series consists of drill sizes from ‘A’ to ‘Z’., The letter ‘A’ drill is the smallest with 5.944 mm diameter,, and the letter ‘Z’ is the largest, with a 10.490 mm diameter., (Table 1), , L, , .290, , 7.366, , M, , .295, , 7.493, , N, , .302, , 7.671, , TABLE 1, , O, , .316, , 8.026, , Letter drill sizes, , P, , .323, , 8.204, , Q, , .332, , 8.433, , R, , .339, , 8.611, , S, , .348, , 8.839, , Diameter, Letter, , Inches, , mm, , A, , .234, , 5.944, , T, , .358, , 9.093, , B, , .238, , 6.045, , U, , .368, , 9.347, , C, , .242, , 6.147, , V, , .377, , 9.576, , D, , .246, , 6.248, , W, , .386, , 9.804, , E, , .250, , 6.35, , X, , .397, , 10.084, , F, , .257, , 6.528, , Y, , .404, , 10.262, , G, , .261, , 6.629, , Z, , .413, , 10.490, , H, , .266, , 6.756, , I, , .272, , 6.909, , J, , .277, , 7.036, , K, , .281, , 7.137, , L, , .290, , 7.366, , In the number drill and the letter drill series, the correct, diameter of the drill is gauged with the help of the respective, drill gauges. A drill gauge is a rectangular or square shaped, metal piece containing a number of different diameter, holes. The size of the hole is stamped against each hole., (Fig 1), , Production & Manufacturing: Fitter (NSQF Level - 5) RT for Ex No. 2.1.72 - 73, , Copyright Free Under CC BY Licence, , 41
Page 56 :
Diameter, , No, Inches, , Number drills:, The number drill series consists of drills numbered from 1, to 80. The No.1 drill is the largest, with 5.791 mm diameter,, and the No.80 drill is the smallest, with 0.35 mm diameter., (Table 2). There is no uniform variation in the drill diameters, from number to number. To find the correct diameter of a, number drill, refer to a drill Size Chart or a Hand-book., Number drill series are also known as ‘wire gauge’ series., TABLE 2, Number drill sizes, No, , 42, , Diameter, Inches, , mm, , 1, , 228, , 5.791, , 2., , .221, , 5.613, , 3, , .213, , 5.410, , 4, , .209, , 5.309, , 5, , .2055, , 5.220, , 6, , .204, , 5.182, , 7, , .201, , 5.105, , 8, , .199, , 5.055, , 9, , .196, , 4.978, , 10, , .1935, , 4.915, , 11, , .191, , 4.851, , 12, , .189, , 4.801, , 13, , .185, , 4.699, , 14, , .182, , 4.623, , 15, , .180, , 4.572, , 16, , .177, , 4.496, , mm, , 17, , .173, , 4.394, , 18, , .1695, , 4.305, , 19, , .166, , 4.216, , 20, , .161, , 4.089, , 21, , .159, , 4.039, , 22, , .157, , 3.988, , 23, , .154, , 3.912, , 24, , .152, , 3.861, , 25, , .1495, , 3.797, , 26, , .147, , 3.734, , 27, , .144, , 3.658, , 28, , .1405, , 3.569, , 29, , .136, , 3.454, , 30, , .1285, , 3.264, , 31, , .120, , 3.048, , 32, , .116, , 2.946, , 33, , .113, , 2.870, , 34, , .111, , 2.819, , 35, , .110, , 2.794, , 36, , .1065, , 2.705, , 37, , .104, , 2.642, , 38, , .1015, , 2.578, , 39, , .0995, , 2.527, , 40, , .098, , 2.489, , 41, , .096, , 2.438, , 42, , .0935, , 2.375, , 43, , .089, , 2.261, , 44, , .086, , 2.184, , 45, , .082, , 2.083, , 46, , .081, , 2.057, , 47, , .0785, , 1.994, , 48, , .076, , 1.930, , 49, , .073, , 1.854, , 50, , .070, , 1.778, , 51, , .067, , 1.702, , 52, , .0635, , 1.613, , 53, , .0595, , 1.511, , 54, , .055, , 1.395, , Production & Manufacturing: Fitter (NSQF Level - 5) RT for Ex No. 2.1.72 - 73, , Copyright Free Under CC BY Licence
Page 57 :
Diameter, , No, , Diameter, , No, , Inches, , mm, , 55, , .052, , 1.321, , 68, , 0.031, , 0.79, , 56, , .0465, , 1.181, , 69, , 0.0292, , 0.75, , 57, , .043, , 1.092, , 70, , 0.0280, , 0.70, , 58, , .042, , 1.067, , 71, , 0.0260, , 0.65, , 59, , 0.41, , 1.041, , 72, , 0.0240, , 0.65, , 60, , .040, , 1.016, , 73, , 0.0240, , 0.60, , 61, , 0.0390, , 1.00, , 74, , 0.0225, , 0.58, , 62, , 0.0380, , 0.98, , 75, , 0.0210, , 0.52, , 63, , 0.0370, , 0.95, , 76, , 0.0200, , 0.50, , 64, , 0.0360, , 0.92, , 77, , 0.0180, , 0.45, , 65, , 0.0350, , 0.90, , 78, , 0.0160, , 0.40, , 66, , 0.033, , 0.85, , 79, , 0.0145, , 0.38, , 67, , 0.032, , 0.82, , 80, , 0.0135, , 0.35, , Inches, , mm, , Sharpening of drills (Grinding of drill), Objective: At the end of this lesson you shall be able to, • sharpen drills on an off hand grinder ., Why cutting angle should be checked and resharpened?, , The hand near the point should be pivoted lightly on the, tool-rest for easy manipulation. (Fig 2), , Drills will lose the sharpness of the cutting edges due to, continuous use., Improper use of drills can also spoil the cutting edges.Worn, out drills are to be re-sharpened on a grinder., How to grind drills?, Before grinding, check for loading, glazing, and truenes of, wheels and cracks or other damages. Dress and true the, wheel, if necessary., While grinding the shank, the other end of the drill is held, lightly between the thumb and the first finger. (Fig 1), , Hold the drill level and turn it to 59° to the face of the weel, so that the cutting edge is horizontal and parallel to the, grinding wheel-face. (Fig 1), Swing the shank of the drill slightly downward and towards, the left. (Fig 3), , Production & Manufacturing: Fitter (NSQF Level - 5) RT for Ex No. 2.1.72 - 73, , Copyright Free Under CC BY Licence, , 43
Page 58 :
Rotate the drill to the right by turning it between the thumb, and the finger., This turning movement is not necessary for, small drills., While swinging down, apply a slight forward motion. This, will help to form the clearance angle. (Fig 4), , While swinging and turning the drill make sure, you do not grind the other cutting edge., All movements made to the drill i.e. angular turning, swinging and forward movements, should be well, coordinated. (Fig 5), It should result in one smooth movement to produce a, uniformly finished surface., , Check the lip clearance angle visually. The angle should be, between 8° to 12°., , Repeat the process to re-sharpen the second cutting edge,, using the same amount of drill movement uniformly., How to check the angles of the cutting edges?, Check both the cutting edges with a drill angle gauge, for, correctness of the lip angle and equality of the lip length., (Fig 6), , 44, , Production & Manufacturing: Fitter (NSQF Level - 5) RT for Ex No. 2.1.72 - 73, , Copyright Free Under CC BY Licence
Page 59 :
Fraction & Metric sizes of drills conversion table, Inches and millimeteres, (a) Inches to millimteres, Inch, , Basic: 1 inch = 25.4 millimetres, , 0, , 1/16, , 1/8, , 3/16, , 1/4, , 5/16, , 3/8, , 7/16, , 0, 1, 2, , 25.40, 50.80, , 1.59, 26.98, 52.39, , 3.18, 25.58, 53.97, , 4.76, 30.16, 55.56, , 6.35, 31.75, 57.15, , 7.94, 33.34, 58.74, , 9.53, 34.93, 60.33, , 11.11, 36.51, 61.91, , 3, 4, 5, , 76.20, 101.60, 127.00, , 77.79, 103.19, 128.59, , 79.38, 104.78, 130.18, , 80.96, 106.36, 131.76, , 82.55, 107.95, 133.35, , 84.14, 109.54, 134.94, , 85.73, 111.13, 136.53, , 87.31, 112.71, 138.11, , 6, 7, 8, , 152.40, 177.80, 203.20, , 153.99, 179.39, 204.79, , 155.58, 180.98, 206.38, , 157.16, 182.56, 207.96, , 158.75, 184.15, 209.55, , 160.34, 185.74, 211.14, , 161.93, 187.33, 212.73, , 163.51, 188.91, 214.31, , 9, 10, , 228.60, 254.00, , 230.19, 255.59, , 231.78, 257.18, , 233.36, 258.76, , 234.95, 260.35, , 236.54, 261.94, , 238.13, 263.53, , 239.71, 265.11, , Inch, , 1/2, , 9/16, , 5/8, , 11/16, , 3/4, , 13/16, , 7/8, , 15/16, , 0, 1, 2, , 12.70, 38.10, 63.50, , 14.29, 39.69, 65.09, , 15.88, 41.28, 66.68, , 17.46, 42.86, 68.26, , 19.05, 44.45, 69.85, , 20.64, 46.04, 71.44, , 22.23, 47.63, 73.03, , 23.81, 49.21, 74.61, , 3, 4, 5, , 88.90, 114.30, 139.70, , 90.49, 115.89, 141.29, , 92.08, 117.48, 142.88, , 93.66, 119.06, 144.46, , 95.25, 120.65, 146.05, , 96.84, 122.24, 147.64, , 98.43, 123.83, 149.23, , 100.01, 125.41, 150.81, , 6, 7, 8, , 165.10, 190.50, 215.90, , 166.69, 192.09, 217.49, , 168.28, 193.68, 219.08, , 169.86, 195.26, 220.66, , 171.45, 196.85, 222.25, , 173.04, 198.44, 223.84, , 174.63, 200.03, 225.43, , 176.21, 201.61, 227.01, , 9, 10, , 241.30, 266.70, , 242.89, 268.29, , 244.48, 269.88, , 246.06, 271.46, , 247.65, 273.05, , 249.24, 274.64, , 250.83, 276.23, , 252.41, 277.81, , Example: 25 3/4” =, , 20’ = (10 x 2” = 10 x 50.8 =) 508.00, = 654.05 mm, 5 3/4” =, 146.05, , (b) Millimteres to Inches, mm, , 0, , 1, , Basic: 1 Millimetre = 0.039369 inch, , 2, , 3, , 4, , 5, , 6, , 7, , 8, , 9, , 0, 10, 20, , 0.394, 0.787, , 0.039, 0.433, 0.827, , 0.079, 0.472, 0.866, , 0.118, 0.512, 0.905, , 0.157, 0.551, 0.945, , 0.197, 0.591, 0.984, , 0.236, 0.630, 1.024, , 0.276, 0.669, 1.063, , 0.315, 0.700, 1.102, , 0.354, 0.748, 1.142, , 30, 40, 50, , 1.181, 1.575, 1.968, , 1.220, 1.614, 2.007, , 1.259, 1.653, 2.047, , 1.299, 1.693, 20.87, , 1.338, 1.732, 2.126, , 1.378, 1.772, 2.165, , 1.417, 1.811, 2.205, , 1.457, 1.850, 2.244, , 1.496, 1.890, 2.283, , 1.535, 1.929, 2.323, , 60, 70, , 2.362, 2.756, , 2.401, 2.795, , 2.441, 2.835, , 2.480, 2.874, , 2.520, 2.913, , 2.559, 2.953, , 2.598, 2.992, , 2.638, 3.031, , 2.677, 3.074, , 2.716, 3.110, , 80, 90, , 3.149, 3.543, , 3.189, 3.583, , 3.228, 3.622, , 3.268, 3.661, , 3.307, 3.701, , 3.346, 3.740, , 3.386, 3.779, , 3.425, 3.819, , 3.464, 3.858, , 3.504, 3.897, , mm, , 0, , 100, , 200, , 300, , 400, , 500, , 600, , 700, , 800, , 900, , 0, 1000, 2000, , 39.37, 78.74, , 3.94, 43.30, 82.67, , 7.87, 47.24, 86.61, , 11.81, 51.18, 90.55, , 15.75, 55.12, 94.48, , 19.68, 59.05, 98.42, , 23.62, 62.99, 102.36, , 27.56, 66.93, 106.30, , 31.49, 70.86, 110.23, , 35.43, 74.80, 114.17, , 3000, 4000, 5000, , 118.11, 157.47, 196.84, , 122.04, 161.41, 204.71, , 125.98, 165.35, 212.59, , 129.92, 169.20, 220.38, , 133.85, 173.22, 228.34, , 137.79, 177.16, 236.21, , 141.73, 181.10, 244.09, , 145.66, 185.03, 251.96, , 149.60, 188.97, 259.83, , 153.54, 192.91, 267.71, , Example: 2256 mm = 2200 mm = 86.61”, 56 mm = 2.204”, , =88.814”, , Production & Manufacturing: Fitter (NSQF Level - 5) RT for Ex No. 2.1.72 - 73, , Copyright Free Under CC BY Licence, , 45
Page 60 :
Production & Manufacturing, Fitter - Drilling, , Related Theory for Exercise 2.1.74 - 75, , Standard marking system for Grinding wheels, Objectives: At the end of this lesson you shall be able to, • interpret the marking on a grinding wheel, • specify a grinding wheel., Introduction, , Example (Marking system), , Standard wheel - markings specify all the important wheel, characteristics. The marking system comprises of seven, symbols which are arranged in the following order. (Fig 1), , 51 - A 46, Specification of grinding wheels, A grinding wheel is specified by the standard wheel, markings like diameter of the wheel, bore diameter of the, wheel, thickness of the wheel type (Shape) of the wheel., Example, 32 A 46 H8V, 250X20X32-, , FIN217411, , Straight wheel, , Table 1 shows the relative position measuring of the marking system, TABLE 1, Position, 0, , Position, 1, , Position, 2, , Position, 3, , Manufacturer's, symbol, for, abrasive, (Optional), , Type of, abrasive, grit size, , Grain, size, , Grade, , A, , 46, , 51, , H, , Position, 4, Structure, (Optional), , 5, , Position, 5, , Position, 6, , Type of, bond, , Manufacturer's, own mark, (Optional), , V, , 8, , 46, , Copyright Free Under CC BY Licence
Page 61 :
Chart illustrating the standard marking system is : 551-1966 (Table - 2), TABLE 2, , ORDER OF MARKING, 3, Nature of, Wheel, , 1, Type of, Abrasive, , 2, Grain, Size, , 3, Grade, , 4, Structure, , 5, Type of, bond, , 6, Manufacturer's, Reference, , 51, , A, , 36, , L, , 5, , V, , 23, , Manufacturer's, symbol indicating, the exact nature of, Abrasive (optional), , Manufacturer's, own identification, mark for the, wheel (optional), , ALUMINIUM OXIDE, –A, SILICON CARBIDES – C, V – VITRIFIED, S – SILICATE, R – RUBBER, RF – RUBBER REINFORCED, B – RESINOID (SYNTHETIC RESINS), BF – RESINOID REINFORCED, E – SHELLAC, Mg – MAGNESIA, COARSE, 10, 12, 14, 16, 20, 24, , A B, , C, , D, , ♦, , SOFT, , E, , MEDIUM, 30, 36, 46, 54, 60, , F, ∅, , G, ♦, , H, , FINE, 80, 100, 120, 150, 180, , I, , J, , K, , VERY FINE, 220, 240, 280, 320, 400, 500, 600, , L, , M, , N, , SPACING FROM THE CLOSEST, TO THE MOST OPEN, 0, 8, 1, 9, 2, 10, 3, 11, 4, 12, 5, 13, 6, 14, 7, O, , P, , Q, , R, , S, , T, , U, , MEDIUM, , V, ∅, , W, , X, , Y, , Z, , ♦ HARD, , ∅, , CHART ILLUSTRATING STANDARD MARKING SYSTEM IS : 551 – 1966, , Production & Manufacturing: Fitter (NSQF Level - 5) RT for Ex No. 2.1.74 - 75, , Copyright Free Under CC BY Licence, , 47
Page 62 :
Construction of the grinding wheel, Objectives: At the end of this lesson you shall be able to, • state the different types of abrasives and their uses, • state the different grain sizes and their uses, • state the different grades of grinding wheels, • state the structure of a grinding wheel, • name the bonding materials used for grinding wheels., In order to suit the grinding wheel for different work, situations, the features such as abrasive, grainsize, grade,, structure and bonding materials can be varied., A grinding wheel consists of the abrasive that does the, cutting, and the bond that holds the abrasive particles, together., , Structure, This indicates the amount of bond present between the, individual abrasive grains and the closeness of the individual, grains to each other. An open structure wheel will cut more, freely. That is, it will remove more metal in a given time and, produce less heat. It will not produce such a good finish as, a closely structured wheel., , Abrasives, Bond, There are two types of abrasives., Natural abrasive, Artificial abrasive, The natural abrasives are emery and corrundum,These are, impure forms of aluminium oxide., Artificial abrasives are silicon carbide and aluminium, oxide., The abrasives are selected depending upon the material, being ground., , The bond is the substance which, when mixed with, abrasive grains, hold them together, enabling the mixture, to be shaped to the form of the wheel, and after suitale, treatment to take on the necessary mechanical strength, for its work. The degree of hardness possessed by the bond, is called the ‘grade’ of the wheel, and indicates the ability, of the bond to hold the abrasive grains in the wheel. There, are several types of bonding materials used for making, wheels., Vitrified bond, , ‘Brown’ aluminium oxide is used for general purpose, grinding of tough materials., , This is the most widely used bond. It has high porosity and, strength which makes this type of wheel suitable for high, rate of stock removal. It is not adversely affected by water,, acid, oils or ordinary temperature conditions., , ‘White aluminium oxide is used for grinding ferrous and, ferrous alloys., , Silicate bond, , ‘Green’ silicon carbide is used for very hard materials with, low lensile strength such as cemented carbides., , Silicate wheels have a milder action and cut with less, harshness than vitrified wheels. For this reason they are, suitable for grinding fine edge tools, cutters etc., , Grain size (Grit size), Shellac bond, The number indicating the size of the grit represents the, number of openings in the sieve used to size the grain. The, larger the grit size number, the finer the grit., , This is used for heavy duty, large diameter wheels where, a fine finish is required. For example, the grinding of, millrolls., , Grade, Rubber bond, Grade indicates the strength of the bond and, therefore, the, ‘hardness’ of the wheel. In a hard wheel the bond is strong,, and securely anchors the grit in place and, therefore,, reduces the rate of wear. In a soft wheel, the bond is weak, and the grit is easily detached resulting in a high rate of, wear., , 48, , This is used where a small degree of flexibility is required, on the wheel as in the cutting off wheels., Resinoid bond, This is used for speed wheels. Such wheels are used in, foundries for dressing castings. Resinoid bond wheels are, also used for cutting off. They are strong enough to, withstand considerable abuse., , Production & Manufacturing: Fitter (NSQF Level - 5) RT for Ex No. 2.1.74 - 75, , Copyright Free Under CC BY Licence
Page 63 :
Wheel inspection and wheel mounting, Objectives: At the end of this lesson you shall be able to, • brief steps involved in grinding wheel inspection, • state the procedure for mounting of grinding wheel., Wheel inspection, , Test a wheel for cracks by the following method, , The wheel selected may have been damaged during, transport or storage and must be carefully inspected before, use., , -, , Suspend the wheel on a piece of string or support it, with one finger through the bushing., , -, , Allow the wheel to hang free., , -, , Tap the wheel with a non-metallic object such as a, small wooden mallet or tool handle., , -, , A clear ringing sound indicates that the wheel is not, cracked., , -, , A dull sound means that the wheel is cracked and must, not be used., , Visual inspection (Fig 1), , Warning, Discard any wheel that:, - Shows any sign of damage., Look for, , - Does not ring clearly when struck., , −, , Broken or chipped edges., , −, , Cracks, , −, , Damaged mounting bushing, , −, , Damaged paper washers, , If you are in doubt, do not use the wheel., Clearly mark it and seek advice from your, supervisor. (Fig 3), , Testing for cracks (Fig 2), , Mounting the grinding wheel (Fig 4), For correct and safe operation of a grinding machine it is, essential to mount the grinding wheel correctly on the, spindle., Before fitting a new wheel, make sure that the spindle is, completely clean and free from surface irregularities., , Production & Manufacturing: Fitter (NSQF Level - 5) RT for Ex No. 2.1.74 - 75, , Copyright Free Under CC BY Licence, , 49
Page 64 :
The spindle of the grinding machine includes an inner, flange, an outer flange and a nut threaded on the spindle, to hold the grinding wheel in position., The inner flange must be fixed to rotate with the spindle., Each flange has a dished face towards the surface of the, wheel and has a true bearing surface at its area of contact., Suitable paper discs are normally fitted to the wheel by, the manufacturer., Mounting procedure (Fig 5), Mount the wheel on the spindle of the grinding machine, as follows:, Check that the spindle surface is clean and free of, irregularities. Clean with a dry cloth, if necessary., Check that the inner flange is fixed to the spindle and that, its bearing surface is clean and true., Check that the wheel bush surface is clean and that it can, fits easily, but not loosely, onto the spindle. Clean the, bush before fitting the wheel on the spindle, if necessary., Check that each side of the grinding wheel is fitted with a, soft paper disc of slightly larger diameter than the spindle, flanges., Check that the diameter of each spindle flange is at least, one third the diameter of the grinding wheel., , Caution, , Fit the grinding wheel to the spindle and place the outer, spindle flange in position., , The nut should only be tightened sufficiently, to hold the wheel firmly. If it is tightened, excessively, the wheel may break., , Tighten the spindle nut against the outer spindle flange, with a spanner of the correct size., , The nut is threaded onto the spindle in a, direction opposite to the direction of rotation, of the spindle., , Replace the wheel guard correctly, , 50, , Production & Manufacturing: Fitter (NSQF Level - 5) RT for Ex No. 2.1.74 - 75, , Copyright Free Under CC BY Licence
Page 65 :
-, , Run the wheel at its recommended speed in the grinding, machine for at least a minute. Do not use the wheel, during this period., , Points to note, Study these illustrations carefully and note the points to, watch when mounting grinding wheels. (Fig 6), Washer of compressible material such as card board,, leather, rubber etc, not more than 1.5mm thick should be, fitted between the wheel and flanges. This prevents any, uneveness of the wheel surface is balanced and the tight, joint is obtained., , Grinding wheel dressing, Objectives : At the end of this lesson you shall be able to, • differentiate between loading and glazing, • state the effects of loading and glazing, • differentiate between dressing and truing., Grinding wheels become inefficient due to two main causes, known as loading and glazing., , Loading, When soft materials such as aluminium, copper, lead etc., are ground, the metal particles get clogged in the pores of, the wheel. This condition is called loading. (Fig 1), , Production & Manufacturing: Fitter (NSQF Level - 5) RT for Ex No. 2.1.74 - 75, , Copyright Free Under CC BY Licence, , 51
Page 66 :
Excessive pressure on the grinding wheel will lead to the, fracture of the wheel, excessive heating of the wheel,, weakening of bonding of the wheel and bursting of the, wheel., Dressing, The purpose of dressing is to restore the correct cutting, action of the wheel. Dressing removes the clogs on the, surface of the wheel and the blunt grains of the abrasive,, exposing the new sharp abrasive grains of the wheel which, can be cut and brought to shape efficiently., , FIN217441, , Truing, , Glazing, When a surface of the wheel develops a smooth and, shining appearance, it is said to be glazed. This indicates, that the wheel is blunt, i.e. the abrasive grains are not, sharp., , Truing refers to the shaping of the wheel to make it run, concentric with the axis. When a new grinding wheel is, mounted, it must be trued before use. The cutting surface, of a new wheel may run out slightly due to the clearance, between the bore and the machine spindle. Grinding, wheels, which are in use, also can run out of true, due to, uneven loading while grinding., Dressing and truing are done at the same time., , When such grinding wheels are used, there is a tendency, to exert extra pressure in order to make the wheels cut., , Grinding wheel dressers, Objectives: At the end of this lesson you shall be able to, • name the common types of wheel dressers, • state the uses of each type of wheel dressers., The wheel dressers used for off-hand grinders are star, wheel dressers (Fig 1) (Huntington type wheel dresser), and diamond dressers., , Star wheels are useful for pedestal grinders in which a, precision finish is not expected., Star wheel dressers should be used only on, wheels which are large enough to take the, load., , FIN217451, , Diamond Dressers (Fig 2), , While dressing, the star wheel is pressed against the face, of the revolving grinding wheel. The star wheel revolves, and digs into the surface of the grinding wheel. This, releases the wheel loading and dull grains, exposing sharp, new abrasive grains., , 52, , FIN217452, , The star wheel dresser consists of a number of hardened, star-shaped wheels mounted on a spindle at one end and, a handle at the other end., , Bench type off-hand grinders used for sharpening cutting, tools are usually fitted with smaller and rather delicate, wheels., , Production & Manufacturing: Fitter (NSQF Level - 5) RT for Ex No. 2.1.74 - 75, , Copyright Free Under CC BY Licence
Page 67 :
These wheels are dressed and trued with diamond, dressers., , For dressing and truing, the dresser is slowly brought in, to contact with the wheel face and moved across., , Diamond dressers consist of a small diamond mounted, on a holder which can be held rigidly on the work-rest., , The finish obtained depends on the rate at which the, dresser is moved across the face., , How to use a wheel dresser (Fig 3), , For roughing, the dresser is moved faster., For fine finish, the dresser is moved slowly., Roughing will be efficient with a dresser that has a sharp, point, while, for fine finishing, a blunt diamond dresser is, more suitable., Abrasive stick, , FIN217453, , When only a light dressing is required, abrasive sticks, can also be used. There are abrasive materials made in, the form of sticks for the convenience of handling., Diamond dressers, if moved too slowly, can, glaze the wheel., , Off-hand grinding with bench and pedestal grinders, Objectives: At the end of this lesson you shall be able to, • state the purposes of off-hand grinding, • name the machines with which off-hand grinding is done, • state the features of bench and pedestal grinders., Off-hand grinding is the operation of removing material, which does not require great accuracy in size or shape., This is carried out by pressing the workpiece by hand, against a rotating grinding wheel., Off-hand grinding is performed for rough grinding of jobs and, resharpening of scribers, punches, chisels, twist drills,, single point cutting tools etc., Off-hand grinders are fitted to a bench and pedestal, (Figs 1 and 2), , Production & Manufacturing: Fitter (NSQF Level - 5) RT for Ex No. 2.1.74 - 75, , Copyright Free Under CC BY Licence, , 53
Page 68 :
Bench grinders: Bench grinders are fitted on a bench or, table, and are useful for light duty work., Pedestal grinders: Pedestal grinders are mounted on a, base (pedestal), which is fastened to the floor. They are, used for heavy duty work., , Adjustable work-rests are provided for both the wheels to, support the work while grinding. These work-rests must be, set very close to the wheels. (Fig 4), Extra eyeshields are also provided for the protection of the, eyes. (Fig 4), , These grinders consist of an electric motor and the spindle, for mounting the grinding wheels. On one end of the spindle, a coarse-grained wheel is fitted, and on the other end, a, fine-grained wheel. For safety while working, wheel guards, are provided., A coolant container (Fig 3) is provided for frequent cooling, of the work., , 54, , Production & Manufacturing: Fitter (NSQF Level - 5) RT for Ex No. 2.1.74 - 75, , Copyright Free Under CC BY Licence
Page 69 :
Production & Manufacturing, Fitter - Drilling, , Related Theory for Exercise 2.1.76, , Radius/Fillet gauge, feeler gauge, hole gauge, Objectives: At the end of this lesson you shall be able to, • state what is radius and fillet gauge, • mention the sizes and uses of feeler gauge., Radius and fillet gauges: Components are machined to, have curved formation on the edges or at the junction of two, steps. Accordingly they are called radius and fillets. The, size of the radius is normally provided on a drawing. The, gauges used to check the radius formed on the edges of, diameters are fillet and the gauges used to check the fillets, are called fillet gauges., They are made of hardened sheet metal each to a precise, radius. They are used to check the radii by comparing the, radius on a part with the radius of the gauges., Fig 1 shows the application of radius gauge to check the, radius formed externally. Fig 2 shows the application of a, fillet gauge to check the fillet formed on a turned component., The other typical applications are:, , – Checking a radius formed by a milling cutter. (Fig 4), , The radius and fillet gauges are available in sets of several, blades which fold into a holder when not in use. (Fig 5), , Some sets have provisions to check the radius and fillet on, each blade. (Fig 6), And some sets have separate sets of blades to check the, radius and fillet. (Fig 7), – Checking the corner radius of a part being filed to shape., (Fig 3), 55, , Copyright Free Under CC BY Licence
Page 70 :
Before using the radius gauge, check that it is clean and, undamaged., Remove burrs from the workpiece., Select the leaf of the gauge from the set corresponding to, the radius to be checked., Figure 10 shows that the radius of the fillet and that of the, external radius are smaller than the gauge., Try a smaller gauge to determine the radius dimension., File or machine the workpiece if it has to be of the radius, of the gauge., Figure 11 shows that the radius of the fillet and that of the, external radius are larger than the gauge., , Each blade can be swung out of the holder separately, and, has its size engraved on it. (Fig 8), , Fillet gauges are available in sets to check the radii and, fillets from:, 1 to 7 mm in steps of 0.5 mm, 7.5 to 15 mm in steps of 0.5 mm, 15.5 to 25 mm in steps 0.5 mm., Individual gauges are also available. They usually have, internal and external radii on each gauge and are made in, sizes from 1 to 100 mm in steps of 1 mm. (Fig 9), , 56, , Try a larger gauge if you need to find the radius dimension., Figure 12 shows the workpiece having the same radius as, that of the gauge that is being used for checking., , Production & Manufacturing: Fitter (NSQF Level - 5) RT for Ex No. 2.1.76, , Copyright Free Under CC BY Licence
Page 71 :
Feeler gauge and uses, Features: A feeler gauge consists of a number of hardened, and tempered steel blades of various thicknesses mounted, in a steel case. (Fig 13), The thickness of individual leaves is marked on it. (Fig 13), B.I.S. Set: The Indian Standard establishes four sets of, feeler gauges Nos.1,2,3 and 4 which differ by the number, of blades in each and by the range of thickness (minimum, is 0.03 mm to 1 mm in steps of 0.01 mm). The length of, the blade is usually 100 mm., , The sizes of the feeler gauges in a set are carefully chosen, in order that a maximum number of dimensions can be, formed by building up from a minimum number of leaves., The dimension being tested is judged to be equal to the, thickness of the leaves used, when a slight pull is felt while, withdrawing them. Accuracy in using these gauge requires, a good sense of feel., Feeler gauges are used:, – To check the gap between the mating parts, – To check and set the spark plug gaps, – To set the clearance between the fixture (setting block), and the cutter/tool for machining the jobs, – To check and measure the bearing clearance, and for, many other purposes where a specified clearance must, be maintained. (Fig 14), , Example, Set No.4 of Indian Standard consists of 13 blades of, different thicknesses., 0.03, 0.04, 0.05, 0.06, 0.07, 0.08, 0.09, 0.10, 0.15, 0.20,, 0.30, 0.40, 0.50., , Telescopic gauge, Objectives : At the end of this lesson you shall be able to, • name the parts of a telescopic gauge, • state the constructional features of telescopic gauges, • state the ranges of telescopic gauges., Telescopic gauges are popular for fine work as they are very, rigid and have a better 'feel'., Uses, Used for measuring the sizes of holes, slots and recesses., Construction (Figs 1 & 2), Telescopic gauges are 'T' shaped. They consist of a pair, of telescopic legs or plungers connected to a handle. The, plungers are spring-loaded to force them apart. After, inserting the gauge in a hole or slot, it can be locked in, position by turning the knurled handle. It may then be, withdrawn from the hole and measured with a micrometer., (Fig 3), , Production & Manufacturing: Fitter (NSQF Level - 5) RT for Ex No. 2.1.76, , Copyright Free Under CC BY Licence, , 57
Page 72 :
Telescopic gauges are available in a set of 6 nos, to, measure holes from 8 mm to 150 mm. (as per MITUTOYO, - Series 155), No.1 8.0 mm to 12.7 mm, No.2 12.7 mm to 19.0 mm, No.3 19.0 mm to 32.0 mm, No.4 32.0 mm to 54.0 mm, No.5 54.0 mm to 90.0 mm, No. 6 90.0 mm to 150.0 mm, , Small hole gauges, Objectives : At the end of this lesson you shall be able to, • identify the parts of a small hole gauge, • state the construction of a small hole gauge, • state the ranges of small hole gauges., Telescopic gauges are not suitable for measuring holes, below 9 mm. For measuring smaller holes and slots, small, hole gauges are used., Construction (Fig 1), A small hole gauge consists of a tube having holes on the, opposite sides at one end where hardened balls are fixed., The other end of the tube has an external thread. A screwed, thimble is fixed with the threaded tube. A plunger with a, tapered end, and spring-loaded, is inserted in the tube and, tightened with the screwed thimble., At the end of the thimble a knurled handle is fitted. While, rotating the knurled handle in a clockwise direction the, plunger moves forward up, and pushes the balls out to, contact the surfaces., A small hole gauge is an instrument used for indirect, measurement, while a micrometer is usually used for, measuring the sizes directly., Small hole gauges are available in a set of 4 numbers to, measure holes from 3 mm to 13 mm. (as per MITUTOYO, - Series 154), , 58, , Production & Manufacturing: Fitter (NSQF Level - 5) RT for Ex No. 2.1.76, , Copyright Free Under CC BY Licence
Page 73 :
No.1 3 mm to 5 mm, No.2 5 mm to 7.5 mm, No.3 7.5 mm to 10 mm, , Radius gauges can be coverd in an oil-based spray as a, preventive measure against rust during storage. If a radius, gauge becomes rusty, the folding mechanism may seize, up. Further problems include the compromised accuracy, of the gauge’s measurement. The once precisely machined, radius may develop irregularities because of corrosion., , No.4 10 mm to 13 mm, Care and Maintenance of Feeler, radius and hole, gauges, Immediately after use, close funned out feeler gauge, blades. This should be done by grouping smaller blades, against the consecutively larger sizes for support. This will, prevent the thinner blades bending when they are closed, into the case., Feeler gauges should be cleaned with an oily cloth before, storage to prevent rust., Wonkee Donkee recommends that you keep the blades, closed at all times, other than when in actual use, to, prevent damage. Open - Measure - Close. The blades, should only be out for as long as it takes to measure or set, the gap. Tighten the adjusting screw, if there is one, for, additional security., , Close away blades into the case carefully after use. This, ensures the blades do not become bent or misshapen, when the gauge is not in use. Radius gauge blades with fine, measuring surfaces are othen bought in assortmen to Be, sure to use the plastic sleeve casing which allows neat and, orderly storage., Some types of small hole gauges have flattened ball ends, to permit use in shallow holes and recesses.Be care., Observe the following practices for the care and upkeep of, small hole gauges:, •, , Coat. metal parts of small hole gauges with a light film, oil to prevent rust., , •, , Store gauges in separate containers., , •, , Keep graduation and markings clean and legible., , •, , Do not drop small hole gauges. Small nicks and, scratches will result in inaccurate measurement, , Production & Manufacturing: Fitter (NSQF Level - 5) RT for Ex No. 2.1.76, , Copyright Free Under CC BY Licence, , 59
Page 74 :
Production & Manufacturing, Fitter - Drilling, , Related Theory for Exercise 2.1.77 - 78, , Pig Iron, Objectives: At the end of this lesson you shall be able to, • name the commonly used ferrous metals, • state the main raw materials used for the smelting of pig-pron and their uses, • name the ores used for producing pig-iron, • state the constructional features of a blast furnace, • state the properties and uses of pig-iron., Metals which contain iron as a major content are called, ferrous metals. Ferrous metals of different properties are, used for various purposes., The ferrous metals and alloys used commonly are:, , Flux, This is the mineral substance charged into a blast furnace, to lower the melting point of the ore, and it combines with, the non-metallic portion of the ore to form a molten slag., , -, , Pig-iron, , -, , Cast iron, , Limestone is the most commonly used flux in the blast, furnace., , -, , Wrought iron, , Blast furnace (Fig 1), , -, , Steels and alloy steels., , Different processes are used to produce iron and steel., Pig-iron is obtained by the chemical reduction of iron ore., This process of reduction of the iron ore to pig-iron is known, as SMELTING., The main raw materials required for producing pigiron are:, -, , Iron ore, , -, , Coke, , -, , Flux., , Iron ore, The types of iron ores, -, , Magnetite, , -, , Hematite, , -, , Limonite, , -, , Carbonate., FIN217711, , These ores contain iron in different proportions and are, 'naturally' available., Coke, Coke is the fuel used to give the necessary heat to carry, on the reducing action. The carbon from the coke in the, form of carbon monoxide combines with the iron ore to, reduce it to iron., , The furnace used for smelting iron ore is the blast furnace., The product obtained from smelting in the blast furnace is, pig-iron. The main parts of the blast furnace are:, -, , Throat, , -, , Stack, , -, , Bosh, , 60, , Copyright Free Under CC BY Licence
Page 75 :
Hearth, , Smelting in a blast furnace, , -, , Double bell charging mechanism, , -, , Tuyeres., , The raw materials are charged in alternate layers of iron, ore, coke and flux in the furnace by means of a double bell, mechanism. (Figs 1 & 2), , FIN217712, , -, , The hot blast is forced into the furnace through a number, of nozzles (Fig1) called tuyeres., , The molten iron may be cast in pig beds or used in other, processing plants for steel making., , The temperature of the furnace just above the level of the, tuyeres (melting zone) is between 1000° C to 1700° C when, all the substances start melting., , Properties and use of pig-iron, , The limestone, which serves as a flux, combines with the, non-metalic substances in the ore to form a molten slag, which floats on the top of the molten iron. The slag is, tapped off through the slag hole., , Pig-iron absorbs varying amounts of carbon, silicon, sulphur,, phosphorus and manganese during the smelting process., A high amount of carbon makes the pig-iron very hard and, brittle, and unsuitable for making any useful article., Pig-iron is, therefore, refined and remelted and used to, produce other varieties of iron and steel., , The molten iron is tapped at intervals through a separate, tapping hole., , Cast iron (types), Objectives: At the end of this lesson you shall be able to, • name the different types of cast iron, • state the properties of each type of cast iron, • state the uses of each type of cast iron., Cast iron is an alloy of iron, carbon and silicon. The carbon, content ranges from 2 to 4%., Types of cast iron, The following are the types of cast iron., , -, , Grey cast iron, White cast iron, Malleable cast iron, Nodular cast iron, , Production & Manufacturing: Fitter (NSQF Level - 5) RT for Ex No. 2.1.77 - 78, , Copyright Free Under CC BY Licence, , 61
Page 76 :
Grey cast iron, This is widely used for the casting of machinery parts and, can be machined easily., , White cast iron is produced by lowering the silicon content, and by rapid cooling. When cooled in this manner,it is, called chilled cast iron., White cast iron cannot be welded., , Machine bases, tables, slideways are made of cast iron, because it is dimensionally stable after a period of aging., , Malleable cast iron, , Because of its graphite content, cast iron provides an, excellent bearing and sliding surface., , Malleable cast iron has increased ductility, tensile strength, and toughness when compared with grey cast iron., , The melting point is lower than that of steel and as grey cast, iron possesses good fluidity, intricate casting can be, made., , Malleable cast iron is produced from white cast iron by a, prolonged heat-treatment process lasting for about 30, hours., , Grey cast iron is widely used for machine tools because, of its ability to reduce vibration and minimize tool chatter., , Nodular cast iron, , Grey cast iron, when not alloyed, is quite brittle and has, relatively low tensile strength. Due to this reason it is not, used for making components subjected to high stress or, impact loads., , This is very similar to malleable cast iron. But this is, produced without any heat treatment. Nodular cast iron is, also known as:, Nodular iron - ductile iron - spheroidal graphite iron, , Grey cast iron is often alloyed with nickel, chromium,, vanadium or copper to make it tough., , This has good machinability, castability, resistance to, wear, low melting point and hardness., , Grey cast iron is weldable but the base metal needs preheating., , Malleable and nodular castings are used for machine parts, where there is a higher tensile stress and moderate impact, loading. These castings are less expensive and are an, alternative to steel casting., , White cast iron, This is very hard and is very difficult to machine, and for this, reason, it is used in components which should be abrasionresistant., , 62, , Production & Manufacturing: Fitter (NSQF Level - 5) RT for Ex No. 2.1.77 - 78, , Copyright Free Under CC BY Licence
Page 77 :
Production & Manufacturing, Fitter - Fitting Assembly, , Related Theory for Exercise 2.2.79 - 80, , Necessity of Interchangeability in engineering field, Objectives: At the end of this lesson you shall be able to, • state the advantages and disadvantages of mass production, • outline the meaning of the term,'interchangeability', • state the necessity for the limit system, • name the different standards of system of limits and fits., Mass production, Mass production means production of a unit, component or, part in large numbers., Advantages of mass production, Time for the manufacture of components is reduced., The cost of a piece is reduced., Spare parts can be quickly made available., Disadvantages of mass production, Special purpose machines are necessary., Jigs and fixtures are needed., Gauges are to be used instead of conventional precision, instruments., Initial expenditure will be very high., Selective assembly, The figures illustrate the difference between a selective, assembly and a non-selective assembly. It will be seen in, (Fig 1) that each nut fits only one bolt. Such an assembly, is slow and costly, and maintenance is difficult because, spares must be individually manufactured., , In modern engineering production, i.e. mass production,, there is no room for selective assembly. However, under, some special circumstances, selective assembly is still, justified., Interchangeability, When components are mass-produced, unless they are, interchangeable, the purpose of mass production is not, fulfilled. By interchangeability, we mean that identical, components, manufactured by different personnel under, different environments, can be assembled and replaced, without any further rectification during the assembly stage,, without affecting the functioning of the component when, assembled., Necessity of the limit system, If components are to be interchangeable, they need to be, manufactured to the same size which is not possible,, when they are mass-produced. Hence, it becomes, necessary to permit the operator to deviate by a small, margin from the exact size which he is not able to maintain, for all the components. At the same time, the deviated size, should not affect the quality of the assembly. This sort of, dimensioning is known as limit dimensioning., A system of limits is to be followed as a standard for the, limit dimensioning of components., , Non-selective assembly, Any nut fits any bolt of the same size and thread type., Such an assembly is rapid, and costs are reduced., Maintenance is simpler because spares are easily available., (Fig 2), Non-selective assembly provides interchangeability between the components., , Various standard systems of limits and fits are followed by, different countries based on the ISO (International Standards, Organisation) specifications., The system of limits and fits followed in our, country is stipulated by the BIS. (Bureau of, Indian Standards), Other systems of limits and fits, International Standards Organisation (ISO), British Standard System (BSS), German Standard (DIN), 63, , Copyright Free Under CC BY Licence
Page 78 :
The indian standard system of limits & fits - terminology, Objectives: At the end of this lesson you shall be able to, • state the terms under the BIS system of limits and fits, • define each term under the BIS system of limits and fits., Size, , Basic size, , It is a number expressed in a particular unit in the, measurement of length., , It is the size based on which the dimensional deviations are, given. (Fig 1), , Actual size, It is the size of the component by actual measurement after, it is manufactured. It should lie between the two limits of, size if the component is to be accepted., Limits of size, These are the extreme permissible sizes within which the, operator is expected to make the component. (Fig 2), (Maximum and minimum limits), Maximum limit of size, It is the greater of the two limit sizes.(Fig 2) (Table 1), Minimum limit of size, It is the smaller of the two limits of size. (Fig 2) (Table 1), Hole, In the BIS system of limits & fits, all internal features of a, component including those which are not cylindrical are, designated as ` hole'. (Fig 3), Shaft, In the BIS system of limits & fits, all external features of a, component including those which are not cylindrical are, designated as shaft. (Fig 3), 64, , Production & Manufacturing: Fitter (NSQF Level - 5) RT for Ex No. 2.2.79 - 80, , Copyright Free Under CC BY Licence
Page 79 :
TABLE 1 (Examples), SL., NO., , 1, 2, 3, , UPPER, DEVIATION, , LOWER, DEVIATION, , MAX-LIMIT, OF SIZE, , MIN-LIMIT, OF SIZE, , + .008, 20 - .005, , + 0.008, , - 0.005, , 20.008, , 19.995, , + .028, 20 + .007, , + 0.028, , + 0.007, , 20.028, , 20.007, , - .012, 20 - .021, , - 0.012, , - 0.021, , 19.988, , 19.979, , SIZE OF COMPONENT, , Deviation, It is the algebraic difference between a size, to its, corresponding basic size. It may be positive, negative or, zero. (Fig 2), Upper deviation, It is the algebraic difference between the maximum limit of, size and its corresponding basic size. (Fig 2) (Table 1), Lower deviation, It is the algebraic difference between the minimum limit of, size and its corresponding basic size.(Fig 2) (Table 1), Upper deviation is the deviation which gives, the maximum limit of size. Lower deviation is, the deviation which gives the minimum limit of, size., , In addition to the above, four sets of letters JS, ZA, ZB & ZC, are included. For fine mechanisms CD, EF and FG are, added. (Ref.IS:919 Part II - 1979), For shafts, the same 25 letter symbols but in small letters, are used. (Fig 5), , Actual deviation, It is the algebraic difference between the actual size and its, corresponding basic size. (Fig 2), Tolerance, It is the difference between the maximum limit of size and, the minimum limit of size. It is always positive and is, expressed only as a number without a sign. (Fig 2), , The position of tolerance zone with respect to the zero line, is shown in Figs 6 and 7., , Zero line, In graphical representation of the above terms, the zero line, represents the basic size. This line is also called as the line, of zero deviation. (Figs 1 and 2), Fundamental deviation, There are 25 fundamental deviations in the BIS system, represented by letter symbols (capital letters for holes and, small letters for shafts), i.e for holes - ABCD....Z excluding, I,L,O,Q & W. (Fig 4), , Production & Manufacturing: Fitter (NSQF Level - 5) RT for Ex No. 2.2.79 - 80, , Copyright Free Under CC BY Licence, , 65
Page 80 :
The fundamental deviations are for achieving, the different classes of fits. (Figs 8 and 9), , The grade of tolerance refers to the accuracy of, manufacture., In a standard chart, the upper and lower deviations for each, combination of fundamental deviation and fundamental, tolerance are indicated for sizes ranging up to 500 mm., (Refer to IS 919), Toleranced size, This includes the basic size, the fundamental deviation and, the grade of tolerance., Example, 25 H7 - toleranced size of a hole whose basic size is 25., The fundamental deviation is represented by the letter, symbol H and the grade of tolerance is represented by the, number symbol 7. (Fig 11), , 25 e8 - is the toleranced size of a shaft whose basic size, is 25. The fundamental deviation is represented by the, letter symbol e and the grade of tolerance is represented, by the number 8. (Fig 12), , Fundamental tolerance, This is also called as 'grade of tolerance'. In the Indian, Standard System, there are 18 grades of tolerances, represented by number symbols, both for hole and shaft,, denoted as IT01, IT0, IT1....to IT16. (Fig 10) A high number, gives a large tolerance zone., 66, , Production & Manufacturing: Fitter (NSQF Level - 5) RT for Ex No. 2.2.79 - 80, , Copyright Free Under CC BY Licence
Page 81 :
A very wide range of selection can be made by the, combination of the 25 fundamental deviations and 18, grades of tolerances., Example, In figure 13, a hole is shown as 25 ± 0.2 which means that, 25 mm is the basic dimension and ± 0.2 is the deviation., As pointed out earlier, the permissible variation from the, basic dimension is called 'DEVIATION'., The deviation is mostly given on the drawing with the, dimensions., , The difference between the maximum and minimum limits, is the TOLERANCE. Tolerance here is 0.4 mm. (Fig 16), , In the example 25 ± 0.2, ± 0.2 is the deviation of the hole, of 25 mm diameter. (Fig 13) This means that the hole is of, acceptable size if its dimension is between, 25 + 0.2 = 25.2 mm, or 25 - 0.2 = 24.8 mm., , All dimensions of the hole within the tolerance zone are of, acceptable size as in Fig 17., , 25.2 mm is known as the maximum limit. (Fig 14), 24.8 mm is known as the minimum limit. (Fig 15), , As per IS 696, while dimensioning the, components as a drawing convention, the, deviations are expressed as tolerances., , Fits and their classification as per the Indian Standard, Objectives: At the end of this lesson you shall be able to, • define 'Fit' as per the Indian Standard, • list out the terms used in limits and fits as per the Indian Standard, • state examples for each class of fit, • interpret the graphical representation of different classes of fits., Fit, It is the relationship that exists between two mating parts,, a hole and a shaft, with respect to their dimensional, differences before assembly., , shaft,) followed by the symbol for the hole, and by the, symbol for the shaft., Example, 30 H7/g6 or 30 H7 - g6 or 30, , Expression of a fit, , H7, g6, , A fit is expressed by writing the basic size of the fit first,, (the basic size which is common to both the hole and the, Production & Manufacturing: Fitter (NSQF Level - 5) RT for Ex No. 2.2.79 - 80, , Copyright Free Under CC BY Licence, , 67
Page 82 :
Clearance, In a fit the clearance is the difference between the size of, the hole and the size of the shaft which is always positive., Clearance fit, It is a fit which always provides clearance. Here the, tolerance zone of the hole will be above the tolerance zone, of the shaft. (Fig 1), , Minimum Clearance, In a clearance fit, it is the difference between the minimum, hole and the maximum shaft. (Fig 5), Example 20 H7/g6, With the fit given, we can find the deviations from the chart., For a hole 20 H7 we find in the table + 21., These numbers indicate the deviations in microns., (1 micrometre = 0.001 mm), The limits of the hole are 20 + 0.021 = 20.021 mm and 20, + 0 = 20.000mm. (Fig.2), , The minimum clearance is 20.000 - 19.993 = 0.007mm., (Fig 6), , The maximum clearance is 20.021 - 19.980 = 0.041 mm., (Fig 7), For a shaft 20 g6 we find in the table, , – 7, – 20., , So the limits of the shaft are, 20 – 0.007 =19.993 mm, and 20 – 0.020 =19.980mm.(Fig .3), Maximum clearance, , There is always a clearance between the hole and the, shaft. This is the clearance fit., , In a clearance fit or transition fit, it is the difference between, the maximum hole and minimum shaft. (Fig 4), 68, , Production & Manufacturing: Fitter (NSQF Level - 5) RT for Ex No. 2.2.79 - 80, , Copyright Free Under CC BY Licence
Page 83 :
Interference, , In the example shown in figure 9, , It is the difference between the size of the hole and the shaft, before assembly, and this is negative. In this case, the, shaft is always larger than the hole size., , The maximum interference is, , = 25.035 – 25.000, = 0.035, , The minimum interference is, Interference Fit, , = 25.022 – 25.021, = 0.001, , It is a fit which always provides interference. Here the, tolerance zone of the hole will be below the tolerance zone, of the shaft. (Fig 8), , Transition fit, It is a fit which may sometimes provide clearance, and, sometimes interference. When this class of fit is represented, graphically, the tolerance zones of the hole and shaft will, overlap each other. (Fig 12), , Example: Fit 25 H7/p6 (Fig 9), , Example Fit 75 H8/j7 (Fig 13), , The limits of hole are 25.000 and 25.021 mm and the limits, of the shaft 25.022 and 25.035 mm. The shaft is always, bigger than the hole. This is an interference fit., , The limits of the hole are 75.000 and 75.046 mm and those, of the shaft are 75.018 and 74.988 mm., , Maximum interference, , Maximum Clearance = 75.046 - 74.988 = 0.058 mm., , In an interference fit or transition fit, it is the algebraic, difference between the minimum hole and the maximum, shaft. (Fig 10), , If the hole is 75.000 and the shaft 75.018 mm, the shaft is, 0.018 mm, bigger than the hole. This results in interference., This is a transition fit because it can result in a clearance, fit or an interference fit., Hole basis system, In a standard system of limits and fits, where the size of the, hole is kept constant and the size of the shaft is varied to, get the different class of fits, then it is known as the hole, basis system., , Minimum interference, In an interference fit, it is the algebraic difference between, the maximum hole and the minimum shaft. (Fig 11), , The fundamental deviation symbol `H' is chosen for the, holes, when the hole basis system is followed. This is, because the lower deviation of the hole `H' is zero. It is, known as `basic hole'. (Fig 14), , Production & Manufacturing: Fitter (NSQF Level - 5) RT for Ex No. 2.2.79 - 80, , Copyright Free Under CC BY Licence, , 69
Page 84 :
Shaft basis system, In a standard system of limits and fits, where the size of the, shaft is kept constant and the variations are given to the, hole for obtaining different class of fits, then it is known as, shaft basis. The fundamental deviation symbol `h' is, chosen for the shaft when the shaft basis is followed. This, is because the upper deviation of the shaft `h' is zero. It, is known as `basic shaft'. (Fig 15), , The hole basis system is followed mostly.This is because,, depending upon the class of fit, it will be always easier to, alter the size of the shaft because it is external, but it is, difficult to do minor alterations to a hole. Moreover the hole, can be produced by using standard toolings., The three classes of fits, both under hole basis and shaft, basis, are illustrated in (Fig 15)., , The BIS system of limits and fits- reading the standard chart, Objective: At the end of this lesson you shall be able to, • refer to the standard limit system chart and determine the limits of sizes., The standard chart covers sizes upto 500 mm (I.S. 919 of, 1963) for both holes and shafts. It specifies the upper and, lower deviations for a certain range of sizes for all, combinations of the 25 fundamental deviations, and 18, fundamental tolerances., The upper deviation of the hole is denoted as ES and the, lower deviation of the hole is denoted as E I. The upper, deviation of the shaft is denoted as es and the lower, deviation of the shaft is denoted as ei., , Then refer to the chart and note the upper and lower, deviations which are given in microns, with the sign., Accordingly add or subtract from the basic size and, determine the limits of size of the components., Example, 30 H7 (Fig 1), , “ES is expanded as ECART SUPERIEUR and, “EI” as ECART INFERIEUR., Determining the limits from the chart, Note whether it is an internal measurement or an external, measurement., , It is an internal measurement. So we must refer to the chart, for 'holes'., , Note the basic size., , The basic size is 30 mm. So see the range 30 to 40., , Note the combination of the fundamental deviation and the, grade of tolerance., 70, , Production & Manufacturing: Fitter (NSQF Level - 5) RT for Ex No. 2.2.79 - 80, , Copyright Free Under CC BY Licence
Page 85 :
Look for ES, and EI values in microns for H7 combination, for 30 mm basic size., , The minimum limit of the hole is 30 + 0.000 = 30.000mm., Refer to the chart and note the values of 40 g6., , It is given as, The table for tolerance zones and limits as per IS 2709 is, attached., , Therefore, the maximum limit of the hole is 30 + 0.025 =, 30.025mm., , British standard limits and fits BS 4500: 1969, International Tolerance Grades (IT), T is the tolerance in micrometres [ μ m], , The specific tolerance for a particular IT grade is calculated, via the following formula:, , D is the geometric mean dimension in millimeters [mm], T = 100.2 ×, , (ITG - 1), , 3, . (0.45 × D + 0.001 × D), , ITG is the IT Grade, a positive integer., , NOMINAL (BASIC) SIZES, (INCHES), OVER, , INTERNATIONAL TOLERANCE GRADES OVER UP TO INCL., , UP TO INCL, , IT4, , IT5, , IT6, , IT7, , IT8, , IT9, , IT10, , IT11, , IT12, , IT13, , 0, , 0.12, , 0.12, , 0.15, , 0.25, , 0.4, , 0.6, , 1.0, , 1.6, , 2.5, , 4, , 6, , 0.12, , 0.24, , 0.15, , 0.20, , 0.3, , 0.5, , 0.7, , 1.2, , 1.8, , 3.0, , 5, , 7, , 0.24, , 0.40, , 0.15, , 0.25, , 0.4, , 0.6, , 0.9, , 1.4, , 2.2, , 3.5, , 6, , 9, , 0.40, , 0.71, , 0.2, , 0.3, , 0.4, , 0.7, , 1.0, , 1.6, , 2.8, , 4.0, , 7, , 10, , 0.71, , 1.19, , 0.25, , 0.4, , 0.5, , 0.8, , 1.2, , 2.0, , 3.5, , 5.0, , 8, , 12, , 1.19, , 1.97, , 0.3, , 0.4, , 0.6, , 1.0, , 1.6, , 2.5, , 4.0, , 6, , 10, , 16, , 1.97, , 3.15, , 0.3, , 0.5, , 0.7, , 1.2, , 1.8, , 3.0, , 4.5, , 7, , 12, , 18, , 3.15, , 4.73, , 0.4, , 0.6, , 0.9, , 1.4, , 2.2, , 3.5, , 5, , 9, , 14, , 22, , 4.73, , 7.09, , 0.5, , 0.7, , 1.0, , 1.6, , 2.5, , 4.0, , 6, , 10, , 16, , 25, , 7.09, , 9.85, , 0.6, , 0.8, , 1.2, , 1.8, , 2.8, , 4.5, , 7, , 12, , 18, , 28, , 9.85, , 12.41, , 0.6, , 0.9, , 1.2, , 2.0, , 3.0, , 5.0, , 8, , 12, , 20, , 30, , 12.41, , 15.75, , 0.7, , 1.0, , 1.4, , 2.2, , 3.5, , 6, , 9, , 14, , 22, , 35, , 15.75, , 19.69, , 0.8, , 1.0, , 1.63, , 2.5, , 4, , 6, , 10, , 16, , 25, , 40, , 19.69, , 30.09, , 0.9, , 1.2, , 2.0, , 3, , 5, , 8, , 12, , 20, , 30, , 50, , 30.09, , 41.49, , 1.0, , 1.6, , 2.5, , 4, , 6, , 10, , 16, , 25, , 40, , 60, , 41.49, , 56.19, , 1.2, , 2.0, , 3, , 5, , 8, , 12, , 20, , 30, , 50, , 80, , 56.19, , 76.39, , 1.6, , 2.5, , 4, , 6, , 10, , 16, , 25, , 40, , 60, , 100, , 76.39, , 100.9, , 2.0, , 3, , 5, , 8, , 12, , 20, , 30, , 50, , 80, , 125, , 100.9, , 131.9, , 2.5, , 4, , 6, , 10, , 16, , 25, , 40, , 60, , 100, , 160, , 131.9, , 171.9, , 3, , 5, , 8, , 12, , 20, , 30, , 50, , 80, , 125, , 200, , 171.9, , 200, , 4, , 6, , 10, , 16, , 25, , 40, , 60, , 100, , 160, , 250, , Tolerances in Thousandths of an Inch (0.001), , Production & Manufacturing: Fitter (NSQF Level - 5) RT for Ex No. 2.2.79 - 80, , Copyright Free Under CC BY Licence, , 71
Page 86 :
72, , Copyright Free Under CC BY Licence, , Table 1 for Tolerance Zones & Limits (Dimensions in μm)
Page 87 :
Production & Manufacturing, Fitter - Fitting Assembly, , Related Theory for Exercise 2.2.81, , Vernier height gauge, Objectives: At the end of this lesson you will be able to, • identify and name the parts of a vernier height gauge, • state the constructional features of a vernier height gauge, • state the functional features of a vernier height gauge, • identify the various applications of the vernier height gauge in engineering., Parts of a vernier height gauge (Fig 1), , The beam is graduated with the main scale in mm as well, as in inches. The main slide carries a jaw upon which, various attachments may be clamped. The jaw is an, integral part of the main slide., The vernier scale is attached to the main slide which has, been graduated, to read metric dimensions as well as the, inch dimensions. The main slide is attached with the finer, adjusting slide. The movable jaw is most widely used with, the chisel pointed scriber blade for accurate marking out as, well as for checking the height, steps etc. Care should be, taken to allow for the thickness of the jaw depending on, whether the attachment is clamped on the top or under the, jaw for this purpose., The thickness of the jaw is marked on the instrument. As, like in a vernier caliper, the least count of this instrument, is also 0.02 mm. An offset scriber is also used on the, movable jaw when it is required to take measurement from, the lower planes. (Fig 2) The complete sliding attachment, along with the jaw can be arrested on the beam to the, desired height with the help of the lock screws. The vernier, height gauges are available in ranges of capacities reading, from zero to 1000 mm., , A, , Beam, , B, , Base, , C, , Main slide, , D, , Jaw, , E, , Jaw clamp, , F, , Vernier scale, , G, , Main scale, , H, , Finer adjusting slide, , I, , Finer adjusting nut, , J&K, , Locking screws, , L, , Scriber blade, , Constructional features of a vernier height gauge:, The construction of a vernier height gauge is similar to that, of the vernier caliper that it is vertical with a rigid base. It, is graduated on the same vernier principle which is applied, to the vernier caliper., , Functional features of the vernier height gauge:, Vernier height gauges are used in conjunction with the, surface plate. In order to move the main slide, both the, locking screws of the slide and the finer adjusting slide have, to be loosened. The main slide along with the chisel, pointed scriber has to be set by hand, for an approximate, height as required., The finer adjusting slide has to be locked in position, for an, approximate height as required. To get an exact markable, height, the finer adjustments have to be carried on the slider, with the help of the adjusting nut. After obtaining the exact, markable dimension, the main slide is also to be locked in, position., , 73, , Copyright Free Under CC BY Licence
Page 88 :
Modern vernier height gauges are designed on the screw, rod principle. In these height gauges, the screw rod may, be operated with the help of the thumb screw at the base., In order to have a quick setting of the main slide, it is, designed with a quick releasing manual mechanism. With, the help of this, it is possible to bring the slide to a desired, approximate height without wastage of time. For all other, purposes, these height gauges work as ordinary height, gauges. In order to set the ‘zero’ graduation of the main, scale for the initial reading., Some vernier height gauges are equipped with a sliding, main scale which may be set immediately for the initial, reading. This minimises the possible errors in reading the, various sizes in the same setting., Another kind of modern vernier height gauge has a rack and, pinion set up for operating the sliding unit. This is shown, in Fig 3., , The vernier height gauge is used with the dial indicator to, check hole location, pitch dimensions, concentricity and, eccentricity., It is also used for measuring depth, with a depth attachment., It is used to measure sizes from the lower plane with the, help of an offset scriber., Vernier height gauge is made of invarsteel/, stainless steel., Care and maintenance of vernier height gauge, , Various applications of a vernier height gauge: The, vernier height gauge is mainly used for layout work., (Fig 4), It is used for measuring the width of the slot and external, dimension., , 74, , •, , After using the vernier height gauge, you should wipe, the measuring faces with a clean, dry cloth., , •, , After use, it is important that you should check the, beam of your vernier height gauge for any unwanted, residue that may affect the sliding motion of the vernier, scale., , •, , Apply a small drop of oil to the beam of the height gauge,, clean it with a cloth and slide the vernier scale backward, and forward a couple of times., , •, , Vernier height gauge should be stored in a well ventilated, humid free environment., , •, , Most height gauge come with a protective case to keep, them safe when not in use., , •, , You should regularly cheek the calibration of your, height gauge, to make sure that it is working correctly., , Production & Manufacturing: Fitter (NSQF Level - 5) RT for Ex No. 2.2.81, , Copyright Free Under CC BY Licence
Page 89 :
Production & Manufacturing, Fitter - Fitting Assembly, , Related Theory for Exercise 2.2.82, , Wrought iron and plain carbon steels, Objectives: At the end of this lesson you shall be able to, • state the manufacturing process of wrought iron, • state the properties and uses of wrought iron., Wrought iron is the purest form of iron. The analysis of, wrought iron shows as much as 99.9% of iron. (Fig 1), , The hot metal is then passed through grooved rollers which, convert blooms into bars called Muck bars or Puddle bars., , When heated, wrought iron does not melt, but only becomes, pasty and in this form it can be forged to any shape., Modern methods used to produce wrought iron in large, quantities are the:, -, , Puddling process, , -, , Aston or Byers process., , Puddling process, Wrought iron is manufactured by refining pig-iron., By refining pig-iron silicon is removed completely, a greater, amount of phosphorus is removed, and graphite is converted, to combined carbon., The above process is carried out in a puddling furnace., , These bars are cut into short lengths, fastened together in, piles, reheated to welding temperatures and again rolled, into bars., Aston process, In this process molten pig-iron and steel scrap are refined, in a Bessemer converter., The refined molten metal is poured into an open hearth, furnace in the iron silicate stage. This removes most of, the carbon., The slag cools the molten metal to a pasty mass which is, later squeezed in a hydraulic press to remove most of the, slag. Rectangular blocks known as blooms are formed, from this mass., The hot bloom is immediately passed through rolling mills, to produce products of wrought iron of different shapes and, sizes., COMPOSITION OF WROUGHT IRON, , Puddling furnace, This furnace is a coal-fired reverberatory furnace. (Fig 2), The term reverberatory is applied because the charge is not, in actual contact with the fire, but receives its heat by, reflection from the dome shaped furnace roof., The product obtained is taken out from the furnace in the, form of balls (or blooms) having a mass of about 50 kgs., , Carbon, , -, , 0.02 to 0.03%, , Silicon, , -, , 0.1 to 0.2%, , Manganese, , -, , 0.02 to 0.1%, , Sulphur, , -, , 0.02 to 0.04%, , Phosphorous, , -, , 0.05 to 0.2%, , Iron forms of the rest of the content., , 75, , Copyright Free Under CC BY Licence
Page 90 :
Properties and uses of Wrought Iron, Properties, , Uses, , Malleable and ductile., It can neither be hardened nor tempered., , Architectural works., , Tough, shock-resistant fibrous structure; easy for, forge welding. Ultimate tensile strength of about, 350 newtons per sq. mm., , Crane hooks, chain links, bolts and nuts &, railway couplings., , No effect in salt water., , Marine works., , Will not retain the magnetism., , Temporary magnets., Core of dynamos., , Corrosion resistant., , Agricultural equipment., , Easy to forge - wide temperaturerange, 850°C to 1350°C., , Pipes, flanges etc., , Steel (plain carbon steel), Objective: At the end of this lesson you shall be able to, • state the composition and properties of plain carbon steel., Steel is fundamentally an alloy of iron and carbon, with the, carbon content varying up to 1.5%. The carbon present is, in a combined state., , Plain carbon steels are classified according to their carbon, content., Classification and content of Plain Carbon Steel is given in, Table 1., , TABLE 1, Classification and content of Plain Carbon Steel, , Name of the plain, carbon steel, , 76, , Percentage of Carbon, , Properties and uses, , Dead mild, steel, , 0.1 to 0.125 %, , Highly ductile. Used for making wire, rods, thin sheets & solid drawn tubes., , Mild steel, , 0.15 to 0.3%, , Relatively soft and ductile. Used for general, workshop purposes, boiler plates, bridge work,, structural sections and drop forgings., , Medium carbon, , 0.3 to 0.5%, , Used for making axles,drop forgings,, high tensile tubes, wires and agricultural tools., , - do -, , 0.5 to 0.7%, , Harder, tougher and less ductile., Used for making springs, locomotive, tyres, large forging dies, wire ropes, hammers, and snaps for riveters., , High carbon steel, , 0.7 to 0.9%, , Harder,less ductile and slightly less tough., Used for making springs, small forging dies,, shear blades and wood chisels., , - do -, , 0.9 to 1.1%, , Used for making cold chisels, press dies,, punches, wood-working tools, axes,etc., , - do -, , 1.1% to 1.4%, , Used for making hand files, drills, gauges,, metal-cutting tools & razors., , Production & Manufacturing: Fitter (NSQF Level - 5) RT for Ex No. 2.2.82, , Copyright Free Under CC BY Licence
Page 91 :
Non-ferrous metals - copper, Objectives: At the end of this lesson you shall be able to, • name the commonly used copper alloys, • state the properties and uses of copper, • state the composition and uses of different types of brasses, • state the composition and uses of different types of bronze., Metals without iron are called non-ferrous metals. Eg., Copper, Aluminium, Zinc, Lead and Tin., Copper, This is extracted from its ores ‘MALACHITE’ which, contains about 55% copper and ‘PYRITES’ which contains, about 32% copper., Properties, Reddish in colour. Copper is easily distinguishable because, of its colour., The structure when fractured is granular, but when forged, or rolled it is fibrous., It is very malleable and ductile and can be made into sheets, or wires., It is a conductor of electricity. Copper is extensively used, as electrical cables and parts of electrical apparatus which, conduct electric current. (Fig 1), , Copper alloys, Brass, It is an alloy of copper and zinc. For certain types of, brass small quantities of tin or lead are added. The colour, of brass depends on the percentage of the alloying, elements. The colour is yellow or light yellow, or nearly, white. It can be easily machined. Brass is also corrosionresistant., Brass is widely used for making motor car radiator core, and water taps etc. It is also used in gas welding for hard, soldering/brazing. The melting point of brass ranges from, 880 to 930oC., , Copper is a good conductor of heat and also highly, resistant to corrosion. For this reason it is used for boiler, fire boxes, water heating apparatus, water pipes and, vessels in brewery and chemical plants. Also used for, making soldering iron., The melting temperature of copper is 1083o C., The tensile strength of copper can be increased by, hammering or rolling.(Fig 2), , Brasses of different composition are made for various applications. The following table-1 gives the commonly used, brass alloy compositions and their application., Bronze, Bronze is basically an alloy of copper and tin. Sometimes, zinc is also added for achieving certain special properties., Its colour ranges from red to yellow. The melting point of, bronze is about 1005oC. It is harder than brass. It can be, easily machined with sharp tools. The chip produced is, granular. Special bronze alloys are used as brazing rods., Bronze of different compositions are available for various, applications. Table-2 gives the type compositions and, applications of different bronzes., , Production & Manufacturing: Fitter (NSQF Level - 5) RT for Ex No. 2.2.82, , Copyright Free Under CC BY Licence, , 77
Page 92 :
TABLE 1 - Composition of different types of Brass, Composition (%), Name, Copper, , Zinc, , Other, elements, , Applications, , Cartridge brass, , 70, , 30, , -, , Most ductile of the copper/zinc alloys. Widely used in sheet, metal pressing for severe deep drawing operations. Originally, developed for making cartridge cases, hence its name., , Standard brass, , 65, , 35, , -, , Cheaper than cartridge brass and less ductile. Suitable for, most engineering processes., , Basic brass, , 63, , 37, , -, , The cheapest of the cold working brasses. It lacks ductility, and is only capable of withstanding simple forming operations., , Muntz metal, , 60, , 40, , -, , Not suitable for cold working, but suitable for hot-working., Relatively cheap due to its high zinc content. It is widely used, for extrusion and hot-stamping processes., , Free-cutting, brass, , 58, , 39, , 3% lead, , Not suitable for cold working but excellent for hot working and, high speed machining of low strength components., , Admirality brass, , 70, , 29, , 1% tin, , This is virtually cartridge brass plus a little tin to prevent, corrosion in the presence of salt water., , Naval brass, , 62, , 37, , 1% tin, , This is virtually Muntz metal plus a little tin to prevent corrosion, in the presence of salt water., , Gilding metal, , 95, , 5, , -, , Used for jewellery., , TABLE 2 - Composition of different types of bronze, Composition (%), Name, , Copper, , Zinc, , Phosphorus Tin, , Applications, , Low tin, bronze, , 96, , -, , 0.1, to, 0.25, , 3.9, to, 3.75, , This alloy can be severely cold-worked to harden, it so that it can be used for springs where good, elastic properties must be combined with corrosion resistance,fatigue-resistance and electrical, conductivity. Eg.Contact blades, , Drawn, phosphor/, bronze, , 94, , -, , 0.1, to, 0.5, , 5.9, to, 5.5, , This alloy is used for turned components requiring, strength and corrosion resistance, such as valve, spindles., , Cast, phosphor/, bronze, , 89.75, to, 89.97, , 0.03, to, 0.25, , 10, , Usually cast into rods and tubes for making bearing bushes and worm wheels. It has excellent, anti-friction properties., , Admirality, gun-metal, , 88, , -, , 10, , This alloy is suitable for sand casting where finegrained, pressure-tight components such as pump, and valve bodies are required., , Leaded, gun-metal, (free cutting), , 85, , 5, (5%lead), , -, , 5, , Also known as ‘red brass’ this alloy is used for the, same purposes as standard, admirality gun-metal., It is rather less strong but has improved toughness, and machining properties., , Leaded, (plastic), bronze, , 74, , (24%lead), , -, , 2, , This alloy is used for lightly loaded bearings where, alignment is difficult. Due to its softness, bearings, made from this alloy “bed in” easily., , 78, , 2, , Production & Manufacturing: Fitter (NSQF Level - 5) RT for Ex No. 2.2.82, , Copyright Free Under CC BY Licence
Page 93 :
Lead, Objectives: At the end of this lesson you shall be able to, • state the properties of lead, • state the various uses of lead, • state the uses of babbit metal., Lead is a very commonly used non-ferrous metal and has, a variety of industrial applications., Lead is produced from its ore ‘GALENA’. Lead is a heavy, metal that is silvery in colour when molten. It is soft and, malleable and has good resistance to corrosion. It is a, good insulator against nuclear radiation. Lead is resistant, to many acids like sulphuric acid and hydrochloric acid., , Lead Alloys, Babbit metal, Babbit metal is an alloy of lead, tin, copper and antimony., It is a soft, anti-friction alloy, often used as bearings., An alloy of lead and tin is used as ‘soft solder. (Fig 2), , It is used in car batteries, in the preparation of solders, etc. It is also used in the preparation of paints. (Fig 1), , Zinc, Objectives: At the end of this lesson you shall be able to, • state the properties and uses of zinc, • state the uses of zinc alloys., Zinc is a commonly used metal for coating on steel to, prevent corrosion. Examples are steel buckets, galvanized, roofing sheets, etc., Zinc is obtained from the ore-calamine or blende., , Its melting point is 420o C., It is brittle and softens on heating; it is also corrosionresistant. Due to this reason it is used for battery containers and is coated on roofing sheets etc., Galvanized iron sheets are coated with zinc., , Tin, Objectives: At the end of this lesson you shall be able to, • state the properties and uses of tin, • name the common tin alloys and state their uses., Tin, Tin is produced from cassiterite or tinstone. It is silvery, white in appearance, and the melting point is 231o C. It is, soft and highly corrosion-resistant., , It is mainly used as a coating on steel sheets for the, production of food containers. It is also used with other, metals, to form alloys., , Example: Tin with copper to form bronze. Tin with lead to, form solder. Tin with copper, lead and antimony to form, Babbit metal., Production & Manufacturing: Fitter (NSQF Level - 5) RT for Ex No. 2.2.82, 79, , Copyright Free Under CC BY Licence
Page 94 :
Aluminium, Objectives: At the end of this lesson you shall be able to, • state the properties and uses of aluminium, • name the commonly used aluminium alloys and their uses, • name the ores from which aluminium is produced., low tensile strength. Aluminium is very widely used in, aircraft industry and fabrication work because of its, lightness. Its application in the electrical industry is also, on the increase. It is also very much in use in household, heating appliances. Some typical aluminium alloys, their, composition and applications are given in the table that, follows., , Aluminium, Aluminium is a non-ferrous metal which is extracted from, ‘BAUXITE’. Aluminium is white or whitish grey in colour. It, has a melting point of 660o C. Aluminium has high electrical, and thermal conductivity. It is soft and ductile, and has, , ALUMINIUM ALLOYS - COMPOSITION - USES, Composition(%) (Only the percentage of alloying elements is, shown. The remaining is aluminium.), Copper, , 80, , Silicon, , Iron, , Manganese Magnesium, , 0.1, max., , 0.5, max., , 0.7, max., , 0.1, max., , -, , 0.15, max., , 0.6, max., , 0.75, max., , 1.0, max., , 4.5 to, 5.5, , Category, , Applications, , Other, elements, -, , Wrought., Not heat, treatable., , Fabricated assemblies, Electrical conductors. Food and brew, ing, processing plants. Architectural decorations., , 0.5, Wrought., Chromium Not heat, treatable., , High strength ship building and, engineering products. Good corrosion resistance., , 1.6, , 10.0, , -, , -, , -, , -, , Cast, not, heat treatable., , -, , 10.0 to, 13.0, , -, , -, , -, , -, , Cast, not, One of the most widely used, heat treatable alloys. Suitable for sand,gravity, and pressure die castings., Excellent foundry characteristics. Used for large marine,, automotive and general engineering castings., , 4.2, , 0.7, , 0.7, , 0.7, , 0.7, , -, , 0.5, , -, , -, , 0.6, , 1.8, , 2.5, , 1.0, , -, , 0.2, , 0.15, Cast., Titanium Heat treat1.2, able., Nickel, , Suitable for sand and gravity die, casting. High rigidity with moderate strength and shock resistance. A general purpose alloy, , -, , -, , -, , -, , 10.5, , 0.2, Cast., Titanium Heat treatable., , A strong, ductile and highly corrosion-resistant alloy used for air, craft and marine castings, both, large and small., , 0.3, Wrought., Titanium Heat treat(option) able., -, , Wrought., Heat treatable., , General purpose alloy for moderately stressed pressure diecastings., , Traditional‘Duralumin’. General, machining alloy. Widely used for, stressed components in aircraft., Corrosion-resistant alloy for, lightly stressed components, such as glazing bars, window, sections and automotive body, components., , Production & Manufacturing: Fitter (NSQF Level - 5) RT for Ex No. 2.2.82, , Copyright Free Under CC BY Licence
Page 95 :
Production & Manufacturing, Fitter - Fitting Assembly, , Related Theory for Exercise: 2.2.83 - 85, , Simple scrapers and scraping, Objectives: At the end of this lesson you shall be able to, • state the necessity of scraping surfaces, • state what is high spots, • state what is bearing surface, • list the types of scrapers used, material and size, • hold the scraper at correct angle/position., Necessity of scraping surface: Scrapers are used to, correct slight errors on all flat or curved surfaces that must, be finished more decorately., Scraping is used to produce a high degree of fit between, two flat or two curved surfaces particularly where the, surfaces can rub together in use., After a surface is filed or machined as accurately as, possible, it can be further improved by rough scraping after, which finish scraping is employed. Finish scraping is used, to remove minute amount of material., High spots and bearing surfaces: On the surface plate, apply the coating of Prussian blue or red lead mixed with, oil or apply used carbon. Placing the job to be scraped,, move the job under light downward pressure keeping all, edges of the job within the limits of surface. Carefully lift off, the job in a perpendicular direction., Study the patches of marking compound before you begin, scraping., , 3 Non-contact point, have not been in contact with the, marking compound., – After third scraping completed and testing the shining, shows the shiny spots are more than those coloured, with marking compound. The patches are greater in, number in size more evenly distributed. (High spots), (Fig 4), , – First test having 3 shiny patches. Only patch 3 would, be scraped (high spots) (Fig 1), , – The enlarged view of the pattern of scraping marks on, the small patches shown in Fig 5., – Second test having even distribution of marking, compound. (High spots) (Fig 2), , – Further testing, scraping would produce a more even, distribution of larger number of smaller sized patches, (bearing spots). (Fig 6), – Types of bearing contact obtained (Fig 3), 1 Metal contact with the surface plate. The points have, been rubbed shiny., 2 They have been conduct with the marking compound, and coloured by it. This portion is called normal contact, point., 81, , Copyright Free Under CC BY Licence
Page 96 :
In 25 mm SQ = 25 bearing parts., , Scraper material: High grade tool steel or special alloy, steel and tungsten carbide tipped tool., , Types and uses of scraper: For scraping flat surfaces, – Flat scrapers with rectangular blades. (Fig 7), , Used for scraping large flat surfaces. The working edge is, not thicker than 3 mm., – Hook scrapers with rectangular blades. (Fig 8), , Specification: The overall length of blade and handle may, range from 150 to about 500 mm., Holding position of flat scraper: The handle of the, scraper is held and pushed by right hand. Hold the right, elbow out of from the body when beginning forward cutting, stroke. As you finish the short cutting stroke bring the, elbow into the body., The blade is guided and pressed down by the left hand., Grasp the blade with the root of the little finger above the, blade and about 40 mm to 50 mm from the cutting edge., (Fig 12), , Hook scrapers are used for scraping the center portion of, large flat surface where it is not convenient to use of flat, scraper., For scraping curved surfaces, – Half round scraper is curved slightly towards the curved, surfaces. (Fig 9), , It is used to scrape bearing blocks or brasses, pressure is, applied in radial direction and cutting edge moved at right, angles to its length. So that scraping marks are, circumferential., – Three square or triangular scraper, Each of the three faces are hallow ground Fig 10. It is used, for scraping small diameter holes and deburring edges of, accurate holes. The cutting edge is moved at right angles, to its length., , Curl the little finger and second finger lightly around the, blade. The first finger lies loosely around the blade and, thumb lies on top of the blade and at right angle to it., For work of average hardness blade of scraper is held at an, angle about 30° to surface. For very hard work the angle, may be greater, while for softer metals this angle may be, decreased to about 20°. (Fig 13), , – Bull-nose scraper is forged to a disc like end. (Fig 11), It is used for scraping large bearings. It can be used two, ways either with the circumferential movement of a flat, scraper or with the longitudinal movement of flat scraper., , 82, , Production & Manufacturing: Fitter (NSQF Level - 5) RT for Ex No. 2.2.83 - 85, , Copyright Free Under CC BY Licence
Page 97 :
After scraping in one general direction and testing in the, surface plate. Change the general direction of scraping by, about 90°. (Fig 14), , Care and maintenance of scrapers, •, , Scrapers must be sharp and kept with good condition, to handle., , •, , Cover the cutting edge with rubber or leather sheath., , •, , After use apply grease on cutting edge to avoid corroding., , •, , Scraper should not fall down from the bench., , •, , Don’t mix with other tool., , Originating true flat surfaces by three-plate method (Whitworth principle), Objective: At the end of this lesson you shall be able to, • originate flat scraped surfaces by the three-plate method., How does one obtain a flat surface?, It is easy to say that it is scraped but how does one know, where to take off the high points., If three plates are compared with one another, in alternate pairs, they will only mate parfectly, in all positions when they are absolutely flat., (Fig 1), Keep both the pieces together and rub the plates back and, forth against each other. (Fig 4), , File and ensure that all the three plates are finished to size, and square. (Fig 2), Observe the high spots on the plates X and Y remove by, scraping. (Fig 5), , Check the level with the knife edge/straight, edge, Stamp the plates X,Y and Z with a letter punch., Apply a very thin uniform coating of Prussion blue on the, feces of plates X and Y which are to be scrapped. (Fig 3), , Production & Manufacturing: Fitter (NSQF Level - 5) RT for Ex No. 2.2.83 - 85, , Copyright Free Under CC BY Licence, , 83
Page 98 :
Clean the faces with knitted cotton cloth., Rub with an oilstone gently to remove the burrs and again, clean with knitted cotton cloth., Repeat the same procedure till both the faces are mating, with good bearing surfaces., Apply a very thin uniform coating or Prussion blue on the, face of the plate Z which is to be scraped., Keep the faces of the plates X and Z together and rub the, plates back and forth against each other., Observe the high spots on the plate Z and remove by, scraping (Figs 6 and 7), , Repeat the same procedure till both the faces of the plates, X and Z are mating with good, Repeat the procedure till the faces of plates Y and Z are, mating with good bearing surfaces., Now one cycle of operation is completed., Note: Plate X will mate with plates Y and Z but, Y and Z will not mate. All the three plates mate, only when all the three are flat., Repeat the cycle a number of times till interchangeable,, flat, good bearing surfaces are achieved., Clean all the plates with kerosene., Use knitted cotton cloth for cleaning., A good bearing surface is achieved when 5 to 10 points are, visible and uniformy distribuited per cm2 on the workpiece, surfaces after finishing.(Fig 8), , Three trainees will work in a group for this, exercise., Each trainee will be given one plate for, scraping., , Do not scrape plate X. This is taken as a, reference surface., , Each trainee will compare his plate with those, of the other trainees as per the above procedure, and generate flat surfaces by the three-plate, method., , Scraping curved surfaces, Objective: At the end of this lesson you shall be able to, • scrape and test curved surfaces., A half round scraper is the most suitable scraper for, scraping curved surfaces. This method of scrapping differs, from that of flat scraping., , 84, , Method, For scraping curved surfaces the handle is held by hand in, such a way as to facilitate the movement of the scraper in, the required direction.(Fig 1), , Production & Manufacturing: Fitter (NSQF Level - 5) RT for Ex No. 2.2.83 - 85, , Copyright Free Under CC BY Licence
Page 99 :
Pressure is exerted with other hand on the shank for, cutting., Rough scraping will need excessive pressure with longer, strokes., For fine scraping, pressure is reduced and the stroke, length also becomes shorter., Cutting action takes place both on forward and return, strokes. (Fig 2), , During the forward movement one cutting edge acts, and on, the return stroke, the other cutting edge acts., After each pass, change the direction of cutting. This, ensures a uniform surface. (Figs 3 & 4), , Use a master bar to check the correctness of the surface, being scraped.(Fig 5), , Apply a thin coating of Prussion blue on the master bar to, locate the high spots., , Production & Manufacturing: Fitter (NSQF Level - 5) RT for Ex No. 2.2.83 - 85, , Copyright Free Under CC BY Licence, , 85
Page 100 :
Production & Manufacturing, Fitter - Fitting Assembly, , Related Theory for Exerise: 2.2.86 - 88, , Vernier micrometer, screw thread micrometer, graduation & reading, Objectives: At the end of this lesson you shall be able to, • state the graduations of a vernier micrometer (metric), • read a vernier micrometer, Vernier micrometer, Ordinary metric micrometers can measure only to an, accuracy of ±.01mm., For taking more accurate measurements, vernier micrometers are useful. Vernier micrometers can measure to an, accuracy of ±.001 mm., Construction and graduation, Vernier micrometers are very similar to ordinary micrometers, in construction. The difference is in the graduation. These, micrometers have additional, equally spaced graduations, (vernier graduations) given above the datum line. There are, ten such vernier graduation lines marked parallel above the, datum line. (Fig 1) The space between these 10 lines is, equal to 9 divisions in the thimble. (Fig 1), , Example, After measuring, read the full mm divisions visible on the, barrel., full divisions in mm., , 9 mm, , Note the half divisions, if any, visible on the barrel., 1 half division, Read the thimble divisions below the datum line. (Fig 2), 46 divisions, Note the vernier division coinciding with the thimble division., 3rd division, Add up all the readings together, Calcuation, The range of micrometer is 0 to 25 mm, , The value of 10 vernier divisions is, .0 1 mm X 9, =.09 mm., The value of a vernier division, , A Full mm division, visible before, the thimble edge, , = 1.00 x 9, , B Half mm division, visible after the full mm, divsion on barrel., = 0.5 x 1, , = 9.00 mm, , = 0.50 mm, , C Thimble division below, the index line, = 46 X 0.01 = 0.46 mm, D Vernier division coinsiding, with thimble division = 3 X 0.001 = 0.003 mm, Reading, , The least count = 1 thimble division – 1 Vernier division, = 0.01 – 0.009mm = .001 mm, , = 9.963 mm, , Vernier micrometers are made of invar steel., (Fig 3), , Reading a vernier micrometer (Fig 2), , 86, , Copyright Free Under CC BY Licence
Page 101 :
Care and maintenance, •, , Clean the circumference of the spindle and both, measuring faces with dry linen cloth regularly before, use., , •, , Clean and apply thin layer of oil on the spindle and, measurring faces after the use., , •, , Care should be taken while handling the micrometer, and not to drop on floor., , •, , Recalibrate the vernier micrometer if it is accidently, droped., , •, , Store vernier micrometer in a ventilated place with low, humidity and ideally at room temperature., , •, , Ensure that there is a gap between measuring faces,, when it is not in use., , Calibration of measuring instrument, Objectives: At the end of this lesson you shall be able to, • state the importance of calibration, • state calibration and its procedure., Why calibration is important ?, The accuracy of all measuring devices degrade over time., This is typically caused by normal wear and tear. However,, changes in accuracy can also be caused by electric or, mechanical shock or a hazardous manufacturing, environment in which it is being used, it may degrade very, quickly or over a long period of time. The bottom line is that,, calibration improves the accuracy of the measuring device., Accurate measuring devices improve product quality., When should you calibrate your measuring device?, A measuring device should be calibrated:, •, , According to recommendation of the manufacturer., , •, , After any mechanical or electrical shock., , •, , Periodically (annually, quarterly, monthly)., , What is calibration, Calibration is defined as a scientific and systematic, method of identifying deviations (error) in a instrument by, comparing with a master, having higher accuracy and, rational traceability., , It is also referred as checking the integrity of an instrument,, alternately ascertaining whether the instrument is fit enough, to be used for measurement., The instrument calibration is carried out as per (ISS) Indian, Standard Specification published by the Bureau of Indian, standards (BIS), which also gives the permissble error, that, can be allowed in the relavant standard for each instrument., Calibration is mandatory in most of the global quality, standards and is covered under a special clause called, measuring system analysis (MSA) for automobile industry, standard ISO/TS 16949. Calibration should be carried out, by an accredited laboratory or by following relevant, documents of the certifying agency, NABL India (National, Accreditation Board for calibration testing laboratries, the, accrediting body in our country., A part from following the standard specification for calibration, of an instrument, the environmental condition of the lab is, critical with respect to temperature, humidity, vibrations, proper lighting, magnetic interference etc., which are, specified in IS:199 or the NABL document, essential, criteria for the calibration lab, which should adopt the, , Production & Manufacturing: Fitter (NSQF Level - 5) RT for Ex No. 2.2.86 - 88, , Copyright Free Under CC BY Licence, , 87
Page 102 :
quality system standard (QSS) as per ISO/IEC/170235 2015. The vital factor in calibration of an instrument is the, frequency of calibration, which is determined based on the, importance & criticality of the measurement process., , these instruments are also calibrated for zero error in the, fully closed position and flatness and parallelism of the, measuring surfaces. For the calibration of the scale, a, calibrated slip gauge is used. A calibrated optical flat is, used to check the flatness and parallelism., , A good calibrated instrument will maintain both precision, & accuracy, the essential requirement of any measuring, system, Calibration of your measuring instruments has two, objectives. It checks the accuracy of the instrument and it, determines the traceability of the measurement. In practice,, calibration also includes repair of the device if it is out of, calibration. A report is provided by the calibration expert,, which shows the error in measurements with the measuring, device before and after the calibration., To explain how calibration is performed we can use an, external micrometer as an example. Here, accuracy of the, scale is the main parameter for calibration. In addition,, , Mechanical fasteners, Objectives: At the end of this lesson you shall be able to, • define mechanical fasteners, • classification of fasteners, • state the application of various fasteners & their uses., Definition, , Uses, , A mechanical fastener is a device that mechanically joins, two (or) more components together easily and also can be, dismantled without damaging any components using hand, tools (or) power tools., , These types of fasteners are used for assembling two (or), more components together to make a sub-assembly (or) to, make a full assembly., Semi permanent fasteners, , Classification, According to the need and usage they are classified into, three categories., -, , Temporary (or) removable fasteners, , -, , Semi permanent fasteners, , -, , Permanent fasteners, , Temporary (or) removable fasteners, •, , The fasteners like bolts, nuts, screws, studs etc.,, enable us to join two (or) more components easily and, also can be dismantled without damaging any component, using hand tools (or) power tools., , •, , The most common types of male fasteners used in, industry are hexagonal head, square head, flat (or), counters sunk head, round head, socket head (or) allen, head, button head and socket set screws etc., , •, , 88, , The most common types of female fasteners (ie nuts), used in industry are regular hexagonal nut, square nut,, round nut and nylon ring elastic stop nuts etc., , The fasteners like rivets are used to hold the plates (or), steel sections firmly. The rivets are placed through the pre, drilled appropriate holes in parts to be joined (or), assembled.By using rivet sets, the tail part of the shank is, formed into the head closing the hole., The plates are held between the heads on cooling. Rivet is, a cylindrical rod either carbon steel (or) wrought iron (or), non-ferrous metal. It consists of a head and shank tapering, at the end facilitating easy placement in the rivet holes., During dismantling the rivets may be drilled to remove the, plates already joined together without spoiling them. This, process is a permanent as well as a semi-permanent in, nature. According to the head type the rivets are called, snap head, pan head, countersunk head, flat head etc., Uses, Rivets are used in ship building, bridge girders, structural, towers, goods wagons, boilers and heavy pressure vessels, industry and also for small scale applications too., , Production & Manufacturing: Fitter (NSQF Level - 5) RT for Ex No. 2.2.86 - 88, , Copyright Free Under CC BY Licence
Page 103 :
Permanent fasteners, Arc welding, gas welding and brazing are the operations, used in industry during permanent fastening of components, and structures. Once the arc welding, gas welding and, brazings has been done, the components (or) the structures, cannot be separated without damage, hence these type of, fastening is called permanent fastening., , Uses, To hold steel plates (or) structures together like goods, wagon building, ship building, bridge structures assembling, etc. Sometimes before doing welding the components (or), the parts hold together with temporary fasteners like bolts,, nuts, screws, rivets etc., , Screw thread micrometer - Thread measurement (effective diameter) using, screw thread micrometer, Objectives: At the end of this lesson you shall be able to, • state the features of a screw thread micrometer, • state the features of the three-wire system of measurement with the help of tables, • select the best wire with the help of tables for using in the three-wire method., The Screw thread micrometer: This micrometer (Fig 1), is used to measure the effective diameter of the screw, threads. This dimension is important, because the area, of the thread flanks in the vicinity of the pitch line is where, the greatest transmission of force occurs between mating, threads., , The three-wire method: This method uses three wires of, the same diameter for checking the effective diameter and, the flank form. The wires are finished with a high degree of, accuracy., , This is very similar to the ordinary micrometer in construction, but has facilities to change the anvils., The anvils are replaceable and are changed according to, the profile and pitch of the different systems of threads., (Figs 2 & 3), , The size of the wires used depends on the pitch of the, thread to be measured., For measuring the effective diameter, three wires are, suitable placed between the threads. (Fig 4), , The measuring wires are fitted in wire-holders which are, supplied in pairs. One holder has provisions to fix one wire, and the other for two wires. (Fig 5), , Production & Manufacturing: Fitter (NSQF Level - 5) RT for Ex No. 2.2.86 - 88, , Copyright Free Under CC BY Licence, , 89
Page 104 :
While measuring the screw thread, the holder with the one, wire is placed on the spindle of the micrometer and the, other holder with two wires is fixed on the anvil. (Fig 6), Selection of ‘best wire’ (Fig 7): The best wire is the one, which, when placed in the thread groove, will make contact, at the nearest to the effective diameter. The selection of the, wire is based on the type of thread and pitch to be, measured. The selection of the wire can be calculated and, determined but readymade charts are available from which, the selection can be made., , 90, , Production & Manufacturing: Fitter (NSQF Level - 5) RT for Ex No. 2.2.86 - 88, , Copyright Free Under CC BY Licence
Page 105 :
Table 1, Measurement with measuring wires. Metric threads with coarse pitch (M), Thread, designation, , Pitch, P (mm), , Basic measurement mean, d2 (mm), , Measuring, wire dia., W1 (mm), , Dimension, over wire, M1 (mm), , M1, , 0.25, , 0.838, , 0.15, , 1.072, , M 1.2, , 0.25, , 1.038, , 0.15, , 1.272, , M 1.4, , 0.3, , 1.205, , 0.17, , 1.456, , M 1.6, , 0.35, , 1.373, , 0.2, , 1.671, , M 1.8, , 0.35, , 1.573, , 0.2, , 1.870, , M2, , 0.4, , 1.740, , 0.22, , 2.055, , M 2.2, , 0.45, , 1.908, , 0.25, , 2.270, , M 2.5, , 0.45, , 2.208, , 0.25, , 2.569, , M3, , 0.5, , 2.675, , 0.3, , 3.143, , M 3.5, , 0.6, , 3.110, , 0.35, , 3.642, , M4, , 0.7, , 3.545, , 0.4, , 4.140, , M 4.5, , 0.75, , 4.013, , 0.45, , 4.715, , M5, , 0.8, , 4.480, , 0.45, , 5.139, , M6, , 1, , 5.350, , 0.6, , 6.285, , M8, , 1.25, , 7.188, , 0.7, , 8.207, , M 10, , 1.5, , 9.026, , 0.85, , 10.279, , M 12, , 1.75, , 10.863, , 1.0, , 12.350, , M 14, , 2, , 12.701, , 1.15, , 14.421, , M 16, , 2, , 14.701, , 1.15, , 16.420, , M 18, , 2.5, , 16.376, , 1.45, , 18.464, , M 20, , 2.5, , 18.376, , 1.45, , 20.563, , M 22, , 2.5, , 20.376, , 1.45, , 22.563, , M 24, , 3, , 22.051, , 1.75, , 24.706, , M 27, , 3, , 25.051, , 1.75, , 27.705, , M 30, , 3.5, , 27.727, , 2.05, , 30.848, , Production & Manufacturing: Fitter (NSQF Level - 5) RT for Ex No. 2.2.86 - 88, , Copyright Free Under CC BY Licence, , 91
Page 106 :
Table 2, Measurement with measuring wires. Metric threads with fine pitch (M), Thread designation, , 92, , Basic measurement, d2 (mm), , Measuring wire dia.mean, W1 (mm), , Dimension over wire, M1 (mm), , M 1 x 0.2, , 0.870, , 0.12, , 1.057, , M 1.2 x 0.2, , 1.070, , 0.12, , 1.257, , M 1.6 x 0.2, , 1.470, , 0.12, , 1.557, , M 2 x 0.25, , 1.838, , 0.15, , 2.072, , M 2.5 x 0.35, , 2.273, , 0.2, , 2.570, , M 3 x 0.35, , 2.773, , 0.2, , 3.070, , M 4 x 0.5, , 3.675, , 0.3, , 4.142, , M 5 x 0.5, , 4.675, , 0.3, , 5.142, , M 6 x 0.75, , 5.513, , 0.45, , 6.214, , M8x1, , 7.350, , 0.6, , 8.285, , M 10 x 1.25, , 9.188, , 0.7, , 10.207, , M 12 x 1.25, , 11.188, , 0.7, , 12.206, , M 14 x 1.5, , 13.026, , 0.85, , 14.278, , M 16 x 1.5, , 15.026, , 0.85, , 16.278, , M 18 x 1.5, , 17.026, , 0.85, , 18.277, , M 20 x 1.5, , 19.026, , 0.85, , 20.277, , M 22 x 1.5, , 21.026, , 0.85, , 22.277, , M 24 x 2, , 22.701, , 1.15, , 24.420, , M 27 x 2, , 25.701, , 1.15, , 27.420, , M 30 x 2, , 28.701, , 1.15, , 30.419, , Production & Manufacturing: Fitter (NSQF Level - 5) RT for Ex No. 2.2.86 - 88, , Copyright Free Under CC BY Licence
Page 107 :
Production & Manufacturing, Fitter - Fitting Assembly, , Related Theory for Exercise: 2.2.89, , Dial test indicator, comparators, digital dial indicator, Objectives: At the end of this lesson you shall be able to, • state the principle of a dial test indicator, • identify the parts of a dial test indicator, • state the important features of a dial test indicator, • state the functions of a dial test indicator, • identify the different types of stands., Dial test indicators are instruments of high prescision,, used for comparing and determining the variation in the, sizes of a component. (Fig 1) These instruments cannot, give the direct reading of the sizes like micrometers and, vernier calipers. A dial test indicator magnifies small, variations in sizes by means of a pointer on a graduated, dial. This direct reading of the deviations gives an accurate, picture of the conditions of the parts being tested., , Principle of working, The magnification of the small movement of the plunger or, stylus is converted into a rotary motion of the pointer on a, circular scale. (Fig 2), , 1 Pointer, , Types, , 2 Rotatable bezel, , Two types of dial test indicators are in use according to, the method of magnification.They are, , 3 Bezel clamp, , Plunger type (Fig 3), , 5 Transparent dial cover, , 4 Back lug, 6 Stem, , Lever type (Fig 4), , 7 Plunger, , The Plunger Type dial test indicator, , 8 Anvil, , The external parts and features of a dial test indicator are, as shown in figure 3., , 9 Revolution counter, , Dial test indicators are made out of Inver steel, material, , For converting the linear motion of the plunger, a rack and, pinion mechanism is used. (Fig 2), , 93, , Copyright Free Under CC BY Licence
Page 108 :
The lever type dial test indicator (Fig 4), In the case of this type of dial test indicators, the, magnification of the movement is obtained by the, mechanism of the lever and scroll. (Fig 5), , It has a stylus with a ball- type contact, operating in the, horizontal plane., This can be conveniently mounted on a surface gauge, stand, and can be used in places where the plunger type, dial test indicator application is difficult. (Fig 6), Important features of dial test indicators, An important feature of the dial test indicator is that the, scale can be rotated by a ring bezel, enabling it to be set, readily to zero., Many dial test indicators read plus in clockwise direction, from zero, and minus in the anti-clockwise direction so, as to give plus and minus indications., , 94, , Production & Manufacturing: Fitter (NSQF Level - 5) RT for Ex No. 2.2.89, , Copyright Free Under CC BY Licence
Page 109 :
To compare the dimensions of a workpiece against a known, standard, eg.slip gauges., To check plane surfaces for parallelism and flatness., To check parallelism of shafts and bars., To check concentricity of holes and shafts., Indicator stands (Fig 8), Dial test indicators are used in conjunction with stands for, holding them so that the stand itself may be placed on a, datum surface of machine tools., The different types of stands are (Fig 9), Uses (Figure 7 shows few applications), , - Magnetic stand with universal clamp, - Magnetic stand with flexible post, - General purpose holder with cast iron base., The arrows indicate the provisions in the, clamps for insertion of the dial test indicator., Care and maintenance of dial test indicator., •, , Keep the dial test indicator spindle and point clean, using a soft cloth., , •, , Store the dial test indicator in a safe, dry place and, cover them to keep the dust and moisture out., , •, , Do the dial test indicator under gaging conditions at, intervals during the operating day., , Production & Manufacturing: Fitter (NSQF Level - 5) RT for Ex No. 2.2.89, , Copyright Free Under CC BY Licence, , 95
Page 110 :
96, , Production & Manufacturing: Fitter (NSQF Level - 5) RT for Ex No. 2.2.89, , Copyright Free Under CC BY Licence
Page 111 :
Comparators, Objectives: At the end of this lesson you shall be able to, • state the principle of working of comparator gauges, • state the essential features of a good comparator gauge, • state the purpose of a comparator gauge., Purpose of a comparator gauge, , Microcator (Fig 1), , The purpose of all comparator gauges is to indicate the, difference in the size between the standard (slip gauge, or ring gauge) and the work being measured by means, of some form of pointer on a scale at a magnification, which is sufficient to read to the accuracy required., Almost every possible principle known to the Science of, Physics for providing magnification has been used for, the construction of these comparator gauges., Essential features of a good comparator gauge, •, , Should be compact., , •, , Maximum rigidity., , •, , Maximum compensation for temperature effects., , •, , No backlash in the movement of the plunger and, recording mechanism., , •, , Straight line characteristics of the scale readings., , •, , Most suitable measuring pressure which remains, uniform throughout the scale., , •, , Indicator should be consistent in its return to zero., , •, , Method of indication should be clear and the, pointer ‘dead beat’ (ie. free from oscillations)., , •, , Should be able to withstand reasonable wrong usage., , •, , Should have a wide range of operations., , Principles of working, The following principles are employed in the commonly, used comparator gauges., •, , Mechanical, , •, , Electronics, , •, , Pneumatic, , •, , Optical, , This is a simple and ingeneous design, giving a very high, magnification up to 25000 times (0.02 μ ie. 0.00002 mm., least count) It is compact, robust and free from friction, and backlash., When the plunger moves up, the bell crank lever is tilted, and the twisting strip elongates. The helix angle in the, twisted strip reduces and this causes the pointer, which, is fixed along the helix of the strip, to move to one side., This movement is then read on the scale fitted behind, it. When the plunger moves down, the entire process of, movement is reversed and the pointer moves to the, opposite side and this reading is read against the scale., Sigma comparator (Fig 2), , Mechanical comparators, These are widely used and the familiar ones are the dial, indicator fitted to the comparator stand, microcator, sigma, comparator and red comparator., Dial indicator fitted to the comparator stand., Here, the plunger type dial indicator is used. The, magnification is achieved by a suitable combination of, gears, rack and pinion, steel band and levers. Generally, the magnification range is between 100 or 1000 (least, count 10 micron or 1 micron)., Production & Manufacturing: Fitter (NSQF Level - 5) RT for Ex No. 2.2.89, , Copyright Free Under CC BY Licence, , 97
Page 112 :
This also gives a magnification of the same order as, the microcator. When the plunger moves up, the knife, edge resting on the sapphire bearing block also moves, up, causing an imbalance to the hinged block which, in, turn, causes the ‘Y’ arm to move down., The, phospher-bronze band drives the drum and causes the, pointer to move., ‘Red’ comparator, This design is also equally popular. Figures 3a, 3b, and 3c explain the mechanism of this comparator., , In Fig 4a, as the plunger (1) moves up, the armature, (2) is lifted up,, causing an imbalance in the, electrical field created by the electromagnets (3 & 4)., This causes an induced electromotive force in the, circuits. These changes are amplified electronically to, as much as 100000 times., Fig 4b shows the electronic gauging system., Pneumatic comparator (Fig 5), , Electrical/Electronic comparator, These are power-amplified with a continuous analogue, output. The electronic comparator offers advantages, like widely adjustable magnification, electrical zero, adjustment, adding or subtracting signals from a number, of measuring, heads, relay functions etc., (Figs 4a and 4b), 98, , Production & Manufacturing: Fitter (NSQF Level - 5) RT for Ex No. 2.2.89, , Copyright Free Under CC BY Licence
Page 113 :
This comparator is fast, rigid, accurate and suitable for, use on the shop floor especially in mass production., As no mechanical contact exists between the gauge, unit and the measured surface, these are used where, other instruments are unsuitable. The air stream from, the measuring jet also has a cleaning effect on the, measuring surface., , Optical comparator (Fig 7), , In the figure, as the gap ‘d’ between the component and, the jet ‘B’ decreases, the outflow of the air experiences, some resistance to its free flow. This causes a back, pressure in the air-line causing the liquid column inside, the manometer tube to go down. When the distance, ‘d’ increases, the liquid column in the manometer tube, rises up. These variations ‘h’ are read from the scale, fitted behind the manometer tube which correspond to, the variations in ‘d’., Fig 6 explains the pneumatic comparator wherein, compressed air at 6 to 10 atmospheric pressure is made, use of., , These instruments employ the principle of reflection, of light rays. Very large magnifications are attainable and, the instrument is free from friction and backlash., Accuracy of measurements upto 1μ is possible with, these comparators., As the measuring plunger goes up, the light ray falling, on mirror ‘B’ gets tilted and the tilted ray falls on mirror, ‘D’ and gets reflected accordingly. This tilt in the light ray, is read against the scale ‘E’ through the eyepiece ‘H’., , Production & Manufacturing: Fitter (NSQF Level - 5) RT for Ex No. 2.2.89, , Copyright Free Under CC BY Licence, , 99
Page 114 :
Digital dial indicator, Objectives: At the end of this lesson you shall be able to, • define digital dial indicator., Digital dial indicator, With the advent of electronics, the clock face (dial) in some, indicators are now a days replaced with digital displace, (usually LCD’s) and the dial readings are also replaced by, linear encoders., Digital indicators have some advantages over their analog, predecessors, many models of digital indicator can record, and transmit the data electronically through a computer,, through an interface such as RS 232 or USB, this, facilitates statistical process control (SPC), because a, computer can record the measurement results in a tabular, dataset (such as database table or spread sheet) and, interpret them (by performimg statistical analysis on them)., This obviates manual recordings of long columns of, numbers, which not only reduce the risk of the operator, by avoding errors (such as digit transpositions) but also, really improves the productivity of the process by freeing, the human efforts from time - consuming data recording, and copying tasks., Another advantages is that they can be switched between, metric and british units by the press of a button, thus, avoids the provision of separate unit conversion system., , Therefore the digital dial indicator is having more advantage, over the ordinary dial indicator., The digital dial indicator accuracy is 0.001mm in metric, and 0.0001 inch in british., , Measurement of quality in cylindrical bore using three point internal, micrometer, Objectives: This shall help you to, • state the uses of a three-point internal micrometer, • identify the parts of a three-point internal micrometer, • state the features of the three-point internal micrometer., The three-point internal micrometers (Fig 1) are useful for:, , -, , Measuring the diameters of through and blind holes., , -, , Checking cylindricity and roundness of bores., , The commonly used three-point internal micrometers have, a least count of 0.005 mm., Parts, -, , Measuring head consisting of three measuring anvils, , -, , Ratchet stop, , -, , Thimble, , -, , Barrel, , This micrometer has a cone spindle which advances when, the thimble is rotated clockwise. The movement of the, cone spindle makes the measuring anvils to move forward, and backward uniformly. The three measuring anvils, facilitate self-alignment of the instrument within the bore., , 100, , Production & Manufacturing: Fitter (NSQF Level - 5) RT for Ex No. 2.2.89, , Copyright Free Under CC BY Licence
Page 115 :
Three-point internal micrometers are available in different, sizes permitting measurement within a range., , Depending on the depth of the bore the length of the, micrometer cab be varied using an extension rod. (Fig 4), , The ratchet stop permits uniform pressure between the, anvils and the work-surface being measured., , These micrometers are provided with one or more zero, setting rings. (Fig 2), A spanner is provided for changing the extension rods., (Fig 5), These instruments are available in various sizes for different, uses., They are also available in analogue or digital read-outs., , Before taking measurement, the zero setting has to be, checked using setting ring. (Fig 3), The position of the anvils can be reset by loosening the, barrel using a screwdriver provided for this purpose., , Production & Manufacturing: Fitter (NSQF Level - 5) RT for Ex No. 2.2.89, , Copyright Free Under CC BY Licence, , 101
Page 116 :
Production & Manufacturing, Fitter - Turning, , Related Theory for Exercise: 2.3.90, , Safety to be observed while working on lathes, Objective: At the end of this lesson you shall be able to, • state the precautions to be observed before starting work on a lathe, during work and after., Before starting the work, Ensure that the lubricating system is functioning., The mating gears should be in proper mesh and the power, feed levers are in neutral position., The work area should be clean and tidy., The safety guards should be in place., During work, Never try to stop a rotating chuck with your hand. A, rotating chuck is dangerous., Switch off the machine before making any adjustment on, the lathe., , You must always know where the emergency stop switch, is., , It is dangerous to leave the chuck key in the chuck., Remove it immediately after use. (Fig 1), , After work, Clean the lathe with a brush and wipe with cotton waste., , Single point tools are sharp and dangerous. Be extra, careful when using them., , Oil the bedways and lubricating points., , Chips are sharp and dangerous. Never remove them with, your bare hands. Use a chip rake or brush., , Clean the surroundings of the lathe, wipe the dirt and, coolant and remove the swarf., , Specification of a centre lathe, Objective: At the end of this lesson you shall be able to, • specify a centre lathe., Specification of a lathe (Fig 1), , The length of the bed. The length of the bed-ways., The maximum length of work that can be turned between, centres., The range of threads that can be cut. The capacity of the, lathe. The swing over carriage., The value of each division on the graduated collars of the, cross-slide and compound slide., Range of spindle speeds., Range of feeds., Size of the spindle bore., , A lathe is to be specified by the following., The maximum diameter of a work that can be held., The swing over bed. This is the perpendicular distance, from the lathe axis to the top of the bed., , Type of spindle nose., The specifications help in communication between the seller, and the buyer of the lathe., It helps the operator of the lathe to decide whether the, work in hand can be accommodated for performing the, operations., , 102, , Copyright Free Under CC BY Licence
Page 117 :
Constructional features of lathe, Objectives: At the end of this lesson you shall be able to, • name the main parts of a lathe, • state the constructional features of lathe, • explain the principle of a lathe., Centre lathe is a machine which is used to bring the raw, material to the required shape and size by metal removal., This is done by feeding a cutting tool against the direction, of rotation of the work., , to axis it produces cylindrical surface and when it rotates, at some angle, it produces taper surface., , The machine tool on which turning is carried out is known, as a lathe., , A lathe should have provision :, , Lathe is a machine tool which holds the job in between, the centre and rotates the job on its own axis. Due to this, quality of holding the job from the centre and rotating the, job, it is called centre lathe. Work can be held on a chuck, and face plate. Chuck and face plate are mounted on the, front of spindle. Cutting tool is fed against work after holding, it in the tool post firmly. The work rotates on it own axis, and tool is moved parallel to work. When tool moves parallel, , -, , Headstock, , -, , Tailstock, , -, , Carriage, , -, , Cross-slide, , -, , Compound slide, , -, , Bed, , -, , Quick change gearbox, , -, , Legs, , -, , Feed shaft, , -, , Lead screw, , Constructional features of a lathe, , -, , To hold the cutting tool, and feed it against the direction, of rotation., , -, , To have parts, fixed and sliding, to get a relative, movement of the cutting tool with respect to the rotation, of the work., , -, , To have accessories and attachments for performing, different operations., , The following are the main parts of a lathe. (Fig 1), , Working principle of Lathe (Fig 2), Production & Manufacturing: Fitter (NSQF Level - 5) RT for Ex No. 2.3.90, , Copyright Free Under CC BY Licence, , 103
Page 118 :
Production & Manufacturing, Fitter - Turning, , Related Theory for Exercise 2.3.91, , Lathe main parts, Objectives: At the end of this lesson you shall be able to, • name the parts, • state the functions of the parts, Lathe bed, Functions of a lathe bed, The functions of a lathe bed are:, -, , To locate the fixed units in accurate relationship to, each other., , -, , To provide slide-ways upon which the operating units, can be moved., , Constructional features of a lathe bed (Fig 1), , The bed-ways are of three types., Flat bed-way (Fig 3), , 'V' bed way (Fig 4), , The lathe bed generally consists of a single casting. In, larger machines, the bed may be in two or more sections, accurately assembled together. Web bracings are, employed to increase the rigidity. For absorbing shock, and vibration,the beds are made heavy., A combined swarf and coolant tray is provided on lathes., This may be an integral part with the lathe bed., The bed is generally made by cast iron or welded sheet, metal legs of box section. This provides the necessary, working height for the lathe. Very often the electrical switch, gear unit and the coolant pump assembly are housed in, the box section of the legs at the headstock end., Bed-ways (Fig 2), The bed-ways or slideways assist in accurate location, and sliding of the accessories/parts mounted on this., , Combination bed way (Figs 5a & 5b), Normally the bed-ways stop at a distance away from the, headstock with a gap at this point. This enables to mount, larger diameters of the work., Some lathes have a detachable section of the bed, which, can be fitted when desired, to enable the saddle to operate, close to the headstock., The bed-ways are highly finished by grinding. Some lathes, have their bed-ways hand scraped. Some have their bedways hardened and ground. The wear-resisting qualities, of bearing surfaces are improved by employing chilled iron, castings., , 104, , Copyright Free Under CC BY Licence
Page 119 :
The beds are mostly made up of closely ground, grey, cast iron., Gap bedway (Fig 6), , Headstock, Objectives: At the end of this lesson you shall be able to, • state the function of the headstock, • differentiate between cone pulley headstock and all geared headstock., Functions (Fig 1), , 1 All geared headstock., 2 Cone pulley headstock., All geared headstock (Fig 2), , To provide a means to assemble the work-holding devices., Transmit the drive from the main motor to the work., To accommodate shafts, gears and levers for a wide range, of varying work speeds., To ensure arrangement for lubricating the gears, shafts, and bearings., Types of headstocks, , It is a box section casting having a removable top cover. It, has internal webs for stiffening, and to take shaft bearings., It has an input shaft which is connected by means of 'V', belts to the main motor, and it runs at a constant speed. It, is equipped with clutches and a brake., , The following are the two types of headstocks., Production & Manufacturing: Fitter (NSQF Level - 5) RT for Ex No. 2.3.91, , Copyright Free Under CC BY Licence, , 105
Page 120 :
There may be two or more intermediate shafts on which, sliding gears are mounted. The main spindle is the last, driven shaft in the headstock assembly. The nose of the, spindle is outside the headstock casting, and is designed, to accommodate the work-holding devices., , back gear shaft is parallel to the axis of the main spindle., The back gear is engaged or disengaged with the cone, pulley system by means of a lever. The back gear unit is, engaged for reducing the spindle speeds. (Fig 4), , The levers operating the forks for the sliding gears are, situated outside in front of the headstock casting., In the all-geared headstock, lubricating oil is filled for splash, lubrication of the internal gears. A sight glass with an oil, level mark is provided to see the oil level., Cone pulley headstock (Fig 3), , It has a stepped cone pulley mounted on the main spindle,, and it is free to revolve. It is connected by means of a flat, belt to a similar cone pulley, with steps arranged in the, reverse order. This cone pulley gets the drive from the, main motor., , A three-stepped cone pulley headstock provides 3 direct, ranges of speeds through a belt connection. With the back, gear in engagement, 3 further ranges of reduced speeds, can be obtained., Advantages, Can take up heavy load., , The spindle is mounted on the bearing on the headstock, casting and has a gear wheel called 'bull gear' keyed to it., A pinion is coupled to the cone pulley., , Less noise during working., , The back gear unit has a shaft which carries a gear and a, pinion. The number of teeth of the gear and pinion on the, back gear shaft corresponds to the number of teeth on the, bull gear and pinion on the cone pulley. The axis of the, , Disadvantages, , Easy to maintain., , The number of spindle speeds is limited to the number of, steps in the cone pulley., It takes time to change the spindle speeds., , Carriage, Objectives: At the end of this lesson you shall be able to, • state the functions of a carriage, • name the parts of a carriage., Carriage is the feature of a lathe that provides the method, of holding and moving the cutting tool. (Fig 1) It can be, locked at any desired position on the lathe bed. It, consists of two major parts namely, apron and saddle., , 106, , Apron (Fig 2), The apron is bolted to the front of the saddle. It contains, mechanism for moving and controlling the carriage. The, main parts of an apron are :, , Production & Manufacturing: Fitter (NSQF Level - 5) RT for Ex No. 2.3.91, , Copyright Free Under CC BY Licence
Page 121 :
It is a 'H' shaped casting having 'V' guide grooves at the, bottom face, corresponding to the lathe bed-ways for, mounting on the lathe bed and for sliding., Parts of a saddle, Cross-slide, The cross-slide is mounted on the top of the saddle, and it, provides cross movement for the tool. This is fitted at, right angles to the bed and is moved by means of a screwed, spindle, fitted with a handle. A graduated collar, mounted, on the screw rod along with the hand wheel, helps to set, the fine movements of the cross- slide., Compound rest, The compound rest is fitted on the top and to the front of, the cross-slide. The compound rest can be swivelled, horizontally through 360°., Top slide, The top slide is fitted on the top of the compound rest. It, supports the tool post which holds the cutting tool. The, top slide provides a limited horizontal movement for the, cutting tool., -, , Traversing hand wheel, , -, , Feed lever, , -, , Feed selector, , -, , Lead screw engagement lever., , By swivelling the compound rest, the top slide can be, set at an angle to the cross-slide (Fig 4). Usually the, compound rest is set in such a way that the top slide is at, right angles to the cross-slide., , Saddle (Fig 3), , Production & Manufacturing: Fitter (NSQF Level - 5) RT for Ex No. 2.3.91, , Copyright Free Under CC BY Licence, , 107
Page 122 :
Tailstock, Objectives: At the end of this lesson you shall be able to, • list the parts of a tailstock, • state the uses of a tailstock, • explain the function of a tailstock., Tailstock, , Functioning of a tailstock, , It is a sliding unit on the bed-ways of the lathe bed. It is, situated on the right hand side of the lathe. It is made in, two parts namely the `base' and the `body'. The base, bottom is machined accurately and has `V' grooves, corresponding to the bed-ways. It can slide over the bed, and can be clamped at any position on the bed by means, of the clamping unit. The body of the tailstock is assembled, to the base. Graduations are marked on the rear end of, the base and a zero line is marked on the body., , By rotating the hand wheel, the barrel can be moved forward, or backward. The barrel can be locked in any required, position. The hollow end of the barrel at the front is provided, with a Morse taper to accommodate the cutting tools with, a taper shank. Graduations are sometimes marked on, the barrel to indicate the movement of the barrel. With the, help of the adjusting screws, the body can be moved over, the base laterally, and the amount of movement may be, read approximately refering to the graduations marked., This arrangement is to offset the centre of the tailstock as, required for taper turning., , When both zero lines coincide,the axis of the tailstock is, in line with the axis of headstock., The body and base are made out of cast iron. The parts, of a tailstock are: (Fig 1), , Purpose of the tailstock, To accommodate the dead center to support lengthy work, to carry out lathe operations. (Fig 2), , a Base, To hold cutting tools like drills, reamers, drill chucks, provided with taper shank. (Fig 3), , b Body, c Spindle (barrel), d Spindle locking lever, e Operating screw rod, f, , Operating nut, , g Tailstock hand wheel, h Key, i, , Set screw/set overscrew, , j, , Clamping bolt, , 108, , Production & Manufacturing: Fitter (NSQF Level - 5) RT for Ex No. 2.3.91, , Copyright Free Under CC BY Licence
Page 123 :
To turn external taper by offsetting the body of the tailstock, with respect to the base. (Fig 4), , Production & Manufacturing: Fitter (NSQF Level - 5) RT for Ex No. 2.3.91, , Copyright Free Under CC BY Licence, , 109
Page 124 :
Production & Manufacturing, Fitter - Turning, , Related Theory for Exercise: 2.3.92, , Feeding & thread cutting mechanism, Objectives: At the end of this lesson you shall be able to, • name the parts of the feeding mechanism, • state the functional features of the feeding mechanism., Feed mechanism (Fig 1), , Tumber gear unit, The tumbler gear unit set of three gears, having the same, number of teeth and it connects the spindle gear to the, fixed gear. It is also called the reversing gear unit as it is, used to change the direction of feed of the tool for the, same direction of rotation of the spindle.It can be, engaged and disengaged with the fixed stud gear by the, operation of the hand lever provided in the unit. (Fig 2), , The feed mechanism of a lathe enables automatic feeding, for the tool longitudinally and transversely as needed. By, automatic feeding the finish on the work will be better, the, feeding of the tool will be at a uniform continuous rate and, it takes less time to finish the operation while manual, labour is avoided., The feed mechanism comprises the following., The fixed stud gear, , -, , Spindle gear (A), , -, , Tumbler gear unit (B), , -, , Fixed stud gear (C), , -, , Change gear unit (DEFG), , The fixed stud gear gets the drive from the main spindle, gear through the tumbler gear unit and runs at the same, number of revolutions per minute as the spindle gear on, most lathes., , -, , Quick change gear box (H), , Change gear unit, , -, , Feed shaft / Lead screw (I), , -, , Apron mechanism (Fig 5), , The proportionate tool movement for each revolution of work, is achieved through all the above units of the feed, mechanism., , The fixed stud gear transmits its drive through a change, gear unit to the quick change gear box. The change gear, unit has provision for changing the driver, the driven and, the idler gears from the set of change gears available for, the purpose of feed changing as an additional unit. (Fig 3), Quick change gear box, , Spindle gear, The spindle gear is fitted to the main spindle, and it is, outside the headstock casting. It revolves along with the, main spindle., , The quick change gear box is provided with levers outside, the box casting, and by shifting the levers, different gears, are brought in mesh so that different feed rates can be, given to the tool. A chart listing the different feed rates for, the different positions of the levers is fixed to the casting,, and by referring to the table, the levers may be engaged in, position for the required feed rate. (Fig 4), , 110, , Copyright Free Under CC BY Licence
Page 125 :
The feed shaft, The feed shaft gets its drive from the quick change gear, box, and through the apron mechanism, the rotary, movement of the feed shaft is converted into the linear, movement of the tool., The apron mechanism, The apron mechanism has the arrangement for transmitting, the drive from the feed shaft to the saddle for longitudinal, movement of the tool or to the cross-slide for the transverse, movement of the tool. (Fig 5), , Thread cutting with simple and compound gear trains, Objective: At the end of this lesson you shall be able to, • thread cutting with simple and compount gear trains., Change gear train, Change gear train is a train of gears serving the purpose of, connecting the fixed stud gear to the quick change gearbox., The lathe is generally supplied with a set of gears which, can be utilized to have a different ratio of motion between, the spindle and the lead screw during thread cutting. The, gears which are utilized for this purpose comprise the, change gear train., The change gear tran consists of driver and driven gears, and idler gears., Simple gear train, A simple gear train is a change gear train having only one, driver and one driven wheel. Between the driver and the, driven wheel, there may be an idler gear which does not, affect the gear ratio. Its purpose is just to link the driver, and the driven gears, as well as to get the desired direction, to the driven wheel., , Fig 2 shows mountings of the driver and driven gears in a, lathe., , Fig 1 shows an arrangement of a simple gear train., Production & Manufacturing : Fitter (NSQF Level - 5) : RT for Ex.No. 2.3.92, , Copyright Free Under CC BY Licence, , 111
Page 126 :
Compound gear train, Sometimes, for the required ratio of motion between the, spindle and the lead screw, it is not possible to obtain one, driver and one driven wheel. The ratio is split up and then, the change gears are obtained from the available set of, gears which will result in having more than one driver and, one driven wheel. Such a change gear tain is called a, compound gear train., Fig 3 shows the arrangment of a compound gear train., , The driver gear and the driven gear are changed according, to the pitch of the thread to be cut on the job., , 112, , Production & Manufacturing : Fitter (NSQF Level - 5) : RT for Ex.No. 2.3.92, , Copyright Free Under CC BY Licence
Page 127 :
Production & Manufacturing, Fitter - Turning, , Related Theory for Exercise: 2.3.93, , Holding the job between centre and work with catch plate and dog, Objectives: At the end of this lesson you shall be able to, • preparing work for turning between centre, • to set the catch plate, • working with catch plate and dog, Turning work in-between centres avoids the need for truing, the work. The work turned will be parallel through-out. But, it requires great skill to perform operations especially like, knurling, thread cutting, undercutting. It is limited to, external operations only. The work needs the following, preparations to be carried out before the actual operations, are to be performed., , Select a suitable lathe carrier according to the diameter of, the work and fasten it on one end of the work with the bent, tail pointing outwards. (Fig 2), , Face both sides of the work, and maintain the total length, accurately within limits., Choose the correct size and type of centre drill and do, centre drilling at both ends., Diamantle the chuck from the spindle nose and assemble, the driving plate or catch plate., Assemble the spindle sleeve to the spindle nose and fix, live centre to the sleeve., Ensure that the spindle sleeve and live centre are free, from damages, burrs and are thoroughly cleaned before, assembly., , Work that has a finished surface should be protected by, inserting a small sheet of copper or brass between the, end of the screw in the carrier and the work. (Fig 3), , Check for the true running of the live centre. (Fig 1), , Apply a suitable lubricant (soft grease) to the centre hole, of the workpiece to be engaged by the tailstock dead, centre., Move the tailstock to a position on the bed to suit the, length of the workpiece. The tailstock spindle should extend, approximately 60 to 100 mm beyond the tailstock., Ensure there is sufficient space for the saddle to operate, before clamping the tailstock to the bed., , 113, , Copyright Free Under CC BY Licence
Page 128 :
Clamp the tailstock in position by tightening the tailstock, clamp nut. (Fig 4), , Engage the work-centre hole with the point of live centre, and with the tail of the lathe carrier in the slot in the catch, plate. Hold the work in this position with hand., Ensure that the tail of the lathe carrier does not rest on, the bottom of the slot in the driving plate. This will not, permit the centre entering the centre hole of the work for, proper seating. (Fig 5), , Move the tail of the carrier back and forth. At the same, time adjust the hand wheel until only a slight resistance is, felt., Tighten the tailstock spindle clamp at this position and, check that the resistance does not change. Set the, machine for about 250 r.p.m. and allow the work to run for, a few seconds., Check once again for the resistance and adjust the, tailstock spindle, if needed., Work is now ready for operations. (Fig 7), , Advance the tailstock spindle by the hand wheel rotation, until the point of dead centre enters the centre hole of the, work with proper seating eliminating all endwise, movement. (Fig 6), , 114, , Before holding the work in between centres ensure that, the centres are aligned., , Production & Manufacturing: Fitter (NSQF Level - 5) RT for Ex No. 2.3.93, , Copyright Free Under CC BY Licence
Page 129 :
Production & Manufacturing, Fitter - Turning, , Related Theory for Exercise: 2.3.94, , Simple description of facing and roughing tool, Objectives: At the end of this lesson you shall be able to, • state the purpose of facing, • setting the rough facing tool, • state the reasons for the defects, • state the remedies to overcome the defects in facing, Facing, This is an operation of removing metal from the workface by feeding the tool at right angles to the axis of the, work. (Fig 1), , Purpose of facing, , − To have a reference plane to mark and measure the, step lengths of the work., , − To have a face at right angle to the axis of the work., − To remove the rough surface on the faces of the work, and have finished faces instead., , − To maintain the total length of the work., Facing may be rough or finish facing. Rough facing is, done to remove the excess metal on the face of the work, by coarse feeding with more depth of cut, leaving sufficient, metal for finishing. Rough facing is done by feeding the, tool from the periphery of work towards the centre of the, work. Finish facing is the operation to have a smooth face, by removing the rough surface produced by the rough, facing., Finish facing is done by feeding the tool from the centre of, the work towards the periphery. (Figs 2a and 2b), Rough facing is done by choosing a spindle RPM, according to the average diameter of the work, the, recommended cutting speed, with a coarse feed and more, depth of cut., , Finish facing is done by choosing a cutting speed about, twice that of the cutting speed for roughing, with a fine, feed rate of 0.05 mm approximately and with a depth of, cut of not more than 0.1 mm., The following are the defects found in facing work, (Fig 3), A concave face, This is caused by the tool digging into the work during the, feeding as the tool is not clamped rigidly. By clamping, the tool rigidly with minimum overhang, this defect can be, avoided., A convex face, This is caused by the blunt cutting edge of the tool and, the carriage not being locked. To avoid this defect,, re-sharpen the tool and use it; Also lock the carriage to, the bed of the lathe., , 115, , Copyright Free Under CC BY Licence
Page 130 :
A pip left in the centre, This is due to the tool not being set to the correct centre, height. By placing the tool to the centre height, this defect, can be avoided., , 116, , Production & Manufacturing: Fitter (NSQF Level - 5) RT for Ex No. 2.3.94, , Copyright Free Under CC BY Licence
Page 131 :
Production & Manufacturing, Fitter - Turning, , Related Theory for Exercise: 2.3.95, , Nomanclature of single point cutting tools and multi point cutting tools, Objectives: At the end of this lesson you shall be able to, • name the types of cutting tool, • state the nomanclature of single point cutting tools, • state the nomanclaure of multi point cutting tools, Lathe cutting tools are divided into two groups.These are, 1 Single point cutting tools, 2 Multi point cutting tools, Single point cutting tool nomenclature, The tool acts like a wedge during turning. The wedge shaped, cutting edge penetrates into the work and removes the, metal. This necessitates the grinding of a tool cutting edge, to a wedge shape., When we sharpen a pencil with a pen knife by trial and, error, we find that the knife must be presented to the wood, at a definite angle, if success is to be achieved. (Fig 1), , If, in the place of a wooden pencil, a piece of soft metal, such as brass is cut, it will be found that the cutting edge, of the blade soon becomes blunt, and the cutting edge, gets crumbled. For the blade to cut the brass successfully,, the cutting edge must be ground to a less acute angle., (Fig 2), The angle shown in Fig 1 is called as clearance angle and, that shown in Fig 2 is a wedge angle., Angles ground on a lathe cutting tool (Fig 3), All the angles given below may not be located or found in, every tool. As an example a roughing tool is chosen. The, angles and clearances ground on this tool are:, , 4 Side rake angle, 5 Front clearance angle, 6 Side clearance angle, Multi point cutting tools used in lathe are:, -, , Drill, , RT for Ex.No. 2.1.61, , -, , Reamer, , RT for Ex.No. 2.1.67, , -, , Tap, , RT for Ex.No. 2.1.70, , -, , Die, , RT for Ex.No.2.1.71, , 1 Approach angle, 2 Trail angle, 3 Top rake angle, 117, , Copyright Free Under CC BY Licence
Page 132 :
Hand chasers and their uses, Objectives: At the end of this lesson you shall be able to, • state what is a hand chaser, • state the constructional features of a hand chaser, • state the uses of a hand chaser., It is not possible to cut a full thread form with a single point, cutting tool as errors like improper crest flat, root radius and, profile etc are likely to occur. The same may be corrected, by using a tool known as a chaser. (Fig 1), , -, , Internal thread chasers Fig 3, , Constructional features, They are made up of a rectangular cross-section of tool, steel, hardened and tempered, and ground to correct size., At the front, multi-point cutting teeth are formed with a, proper rake angle. On the other end it is narrower to fix the, handle. The teeth pitch corresponds to the thread pitch on, the work to be finished. The chasing rest must be kept, close up to the workpiece, so that the chaser cannot be, dragged down between the rest and the workpiece. (Fig 4), , Hand chasers, Hand chasers are the devices which are used to remove, less amount of material at the time of correcting and, finishing a thread., There are tow types of hand chasers., -, , External thread chasers Fig 2, , When chasing, the thread is cut slightly oversize, then, trimmed down to size with the chaser; constantly check, the thread with a thread ring gauge, if necessary., Alternatively, a full thread may be cut from the solid, using, a circular form tool. The form on the tool is slightly modified, to allow for the distortion caused by the rake angle, so that, the true form is cut. Such form tools are very expensive, compared to a single point tool, and care must be taken not, to chip them by incorrect usage. (Fig 5), A button die held in a die-holder and mounted in the, tailstock may also be used to finish threads to size and, even cut them from the solild when threading low strength, materials. (Fig 6), , 118, , Production & Manufacturing: Fitter (NSQF Level - 5) RT for Ex No. 2.3.95, , Copyright Free Under CC BY Licence
Page 133 :
Production & Manufacturing: Fitter (NSQF Level - 5) RT for Ex No. 2.3.95, , Copyright Free Under CC BY Licence, , 119
Page 134 :
Production & Manufacturing, Fitter - Turning, , Related Theory for Exercise: 2.3.96, , Tool selection based on different requirements, Objectives: At the end of this lesson you shall be able to, • state the qualities of good cutting tool material, • state the factors to be remembered when selecting tool, • name the different types of tool, • name the shapes of the tool, Cutting tool materials, Tool materials should be:, , -, , The total quantity of production and the rate of, production., , -, , The dimensional accuracy required and the quality of, surface finish., , -, , Harder and stronger than the material being cut, , -, , Tough to resist shock loads, , -, , -, , Resistant to abrasion thus contributing to long tool, life., , The amount of coolant applied and method of, application., , -, , Condition and form of material to be machined., , Cutting tool material should possess the following, qualities., , Grouping of tool material, The three groups under which tool materials fall are:, , -, , Cold hardness, , -, , Red hardness, , -, , ferrous tool materials, , -, , Toughness, , -, , non-ferrous tool materials, , -, , non-metallic tool materials., , Cold hardness, It is the amount of hardness possessed by a material at, normal temperature. Hardness is the property by which it, can cut/scratch other metals. When hardness increases,, brittleness also increases,and a material, which has too, much of cold hardness, is not suitable for the manufacture, of cuttting tools., Red hardness, It is the ability of a tool material to retain most of its cold, hardness property even at very high temperatures. While, machining, the friction between the tool and the work, the, tool and the chips, causes heat to be generated, and the, tool loses its hardness, and its efficiency to cut diminishes., If a tool maintains its cutting efficiency even at increased, temperatures during cutting, it can be said that it possesses, the red hardness property., , Ferrous tool materials, These materials have iron as their chief constituent. High, carbon steel (tool steel) and high speed steel belong to, this group., Non-ferrous tool materials, These do not have iron, and they are formed by alloying, elements like tungsten, vanadium and molybdenum. Stelite, belongs to this group., Carbides, These materials are also non-ferrous. They are, manufacutred by powder metallurgy technique. Carbon and, tungsten are the chief alloying elements., Non-metallic materials, , Toughness, The property to resist breakage due to sudden load that, results during metal cutting is termed as `toughness' This, will reduce the breakage of the cutting edges of tools., The following factors are to be considered, when selecting, a tool material., -, , Material to be machined., , -, , Condition of the machine tool.(rigidity and efficiency), , These tool materials are made out of non metals., Ceramics and diamonds belong to this group., High carbon steel is the first tool material introduced for, manufacuring cutting tools. It has poor red hardness, property, and it loses its cutting efficiency very quickly., Alloying elements like tungsten, chromium and vanadium,, are used to produce high speed steel tool material. Its, red hardness property is more than that of high carbon, steel., , 120, , Copyright Free Under CC BY Licence
Page 135 :
High speed steel is used for making solid tools, brazed, tools and inserted bits. It is costlier than high carbon, steel. Carbide cutting tools can retain their hardness at, very high temperatures, and their cutting efficiency is higher, than that of high speed steel. Due to its brittleness and, cost, a carbide tool cannot be used as a solid tool. It is, used as a brazed tool and throw away tool bit., , Brazed tools (Fig 3), , Lathe cutting tool types, The tools used on lathes are, -, , Solid type tools, , -, , Brazed type tools, , -, , Inserted bits with holders, , -, , Throw-away type tools. (carbide), , Solid tools (Fig 1), , These tools are made up of two different metals. The, cutting portions of these tools are of cutting tool, materials, and the body of the tools do not possess any, cutting ability, and are tough. Tungsten carbide tools are, mostly of the brazed type. Tungsten carbide bits of square,, rectangular and triangular shape are brazed to the tips of, the shank. The tips of the shank metal pieces are machined, on the top surface according to the shape of the fits so as, to accomodate the carbide bits. These tools are, economical, and give better rigidity for the tools than the, inserted bits clamped in the tool-holders. This is applicable, to high speed steel brazed tools also., Throw-away type tools (Fig 4), , These are tools having their cutting edges ground on solid, bits of square, rectangular and round cross-sections. Most, of the lathe cutting tools are of the solid type, and high, carbon steel and high speed steel tools are used. The, length and cross-section of the tool depend upon the, capacity of the machine, the type of tool post and the, nature of the operation., Inserted bits with holders (Fig 2), , Carbide brazed tools when blunt or broken need grinding, which is time consuming and expensive. Hence, they are, used as throw-away inserts in mass production. Special, tool- holders are needed and the carbide bits of rectangular,, square or triangular shapes are clamped in the seating, faces and machined on this type of special, holders., The seating faces are machined in such a way that the, rake and clearances needed for the cutting bits are, automatically achieved when the bits are clamped., Lathe cutting tool shapes, , Solid high speed steel tools are costly; hence, they are, sometimes used as inserted bits. These bits are small in, sizes, and are inserted in the holes of the holder. These, holders are held and clamped in the tool posts to carry, out the operations.The disadvantage in this type of tools, is that the rigidity of the tool is poor., , Lathe cutting tools are available in a variety of shapes for, performing different operations. Some of the lathe cutting, tools generally used are:, , Production & Manufacturing: Fitter (NSQF Level - 5) RT for Ex No. 2.3.96, , Copyright Free Under CC BY Licence, , 121
Page 136 :
-, , Facing tool (Figs 5a and 5b), , -, , Knife edge tool (Fig 6), , -, , Roughing tool (Fig 7), , -, , -, , Broad nose finishing tool (Fig 9), , -, , Undercutting tool/parting off tool (Fig 10), , -, , External threading tool (Fig 11), , -, , Boring tool (Fig 12), , Round nose finishing tool (Fig 8), , 122, , Production & Manufacturing: Fitter (NSQF Level - 5) RT for Ex No. 2.3.96, , Copyright Free Under CC BY Licence
Page 137 :
Production & Manufacturing, Fitter - Turning, , Related Theory for Exercise: 2.3.97, , Necessity of grinding angles, Objectives: At the end of this lesson you shall be able to, • name the different angle of the tool, • state use of the each angle, • state the effect of the incorrect angle., Approach angle (Fig 1), , This is also known as side cutting-edge angle. This is, ground on the side of the cutting tool. The cutting will be, oblique while cutting. The angle ground may range from, 25° to 40° but as a standard a 30° angle is normally, provided. The oblique cutting has the advantages over the, orthogonal cutting, in which the cutting edge is straight., More depth of cut is given in the case of oblique cutting,, since, when the tool is fed to the work, the contact, surface of the tool increases gradually as the tool, advances, whereas in the case of the orthogonal cutting,, the length of the cutting edge for the given depth fully, contacts the work from the begining itself which gives a, sudden maximum load on the tool face. The area over, which heat is distributed is greater in oblique cutting., (Fig 2), , Top or back rake angle (Fig 4), , The rake angle ground on a tool controls the geometry of, chip formation. Thereby, it controls the cutting action of, the tool. The top or back rake angle of the tool is ground, on the top of the tool, and it is a slope formed between the, front of the cutting edge and the top of the face. If the, slope is from the the front towards the back of the tool, it, is known as a positive top rake angle, and if the slope is, from the back of the tool towards the front of the cutting, edge, it is known as a negative back rake angle. (Fig 5), , Trail angle (Fig 3), It is also known as end-cutting edge angle, and is ground, at 30° to a line perpendicular to the axis of the tool, as, illustrated., , The top rake angle may be ground positive, negative or, zero according to the material to be machined. When, turning soft, ductile materials, which form curly chips, the, positive top rake angle ground will be comparatively more, than for turning hard brittle metals., , The approach angle and trail angle ground will form the, wedge angle of 90° for the tool., , 123, , Copyright Free Under CC BY Licence
Page 138 :
When turning hard metals with carbide tools, it is the usual, practice to give a negative top rake. Negative top rake, tools have more strength than tools with positive top rake, angles., Side rake angle (Fig 6), , It is the slope between the front of the cutting edge to a, line perpendicular to the axis of the tool drawn downwards, which is known as the front clearance angle. The slope is, from the top to the bottom of the tool, and permits only the, cutting edge to contact the work, and avoids any rubbing, action. If the clearance ground is more, it will weaken the, cutting edge., Side clearance angle (Fig 8), Fig 8, , A side rake angle is the slope between the side of the, cutting edge to the top face of the tool width wise. The, slope is from the cutting edge to the rear side of the tool., It varies from 0° to 20°, according to the material to be, machined., The top and side rake, ground on a tool control the chip, flow, and this results in a true rake angle which is the, direction in which the chip that shears away from the work, passes., Front clearance angle (Fig 7), , The clearance angle is the slope formed between the side, cutting edge of the tool with a line perpendicular to the, tool axis drawn downwards at the side cutting edge of the, tool. The slope is from the top of the side cutting edge to, the bottom face. This is also ground to prevent the tool, from rubbing with the work, and allows only the cutting, edge to contact the work during turning. The side clearance, angle needs to be increased when the feed rate is, increased., When grinding rake and clearance angles, it is better to, refer to the standard chart provided with the, recommended values and grind. However, actual, operation will indicate the performance of the tool, and will, indicate to us, if any modifications are needed for the angles, ground on the tool., , 124, , Production & Manufacturing: Fitter (NSQF Level - 5) RT for Ex No. 2.3.97, , Copyright Free Under CC BY Licence
Page 139 :
Production & Manufacturing, Fitter - Turning, , Related Theory for Exercise: 2.3.98, , Lathe cutting speed and feed, use of coolants, lubricants, Objectives: At the end of this lesson you shall be able to, • distinguish between cutting speed and feed, • read and select the recommended cuting speed for different materials from the chart, • point out the factors governing the cutting speed, • state the factors governing feed., Cutting speed is the speed at which the cutting edge, passes over the material, and it is expressed in metres, per minute. (Fig 1), , Example, Find out the rpm of a spindle for a 50 mm bar to cut at 25, m/min., , V =, , πdn, , n=, , 1000, , 1000x25, 3.14x50, , =, , 500, 3.14, , 1000V, πxD, = 159pm, , Factors governing the cutting speed, , When a work of a diameter 'd' is turned in one revolution, the length of the portion of work in contact with the tool is, π x d. When the work is making 'n' rev/min, the length of, the work in contact with the tool is π x D x n. This is, converted into metres and expressed in a formula form as, , -, , Finish required, , -, , Depth of cut, , -, , Tool geometry, , -, , Properties and rigidity of the cutting tool and its, mounting., , -, , Properties of the workpiece material, , -, , Rigidity of the workpiece, , -, , The type of cutting fluid used., , Feed (Fig 3), , where, V = cutting speed in m/min., π = 3.14, d = diameter of the work in mm., n = RPM., When more material is to be removed in lesser time, a, higher cutting speed is needed. This makes the spindle, to run faster but the life of the tool will be reduced due to, more heat being developed. The recommended cutting, speeds are given in a chart. As far as possible the, recommended cutting speeds are to be chosen from the, chart and the spindle speed calculated before performing, the operation. (Fig 2) Correct cutting speed will provide, normal tool life under normal working condition., , The feed of the tool is the distance it moves along the, work for each revolution of the work and it is expressed in, mm/rev., The factors governing the feed are:, -, , Tool geometry, , -, , Surface finish required on work, , -, , Rigidity of the tool., , Rate of metal removal, The volume of metal removal is the volume of chip that is, removed from the work in one minute, and it is found by, multiplying the cutting speed, feed rate and the depth of, cut., , 125, , Copyright Free Under CC BY Licence
Page 140 :
Cutting speed 30 m / min, Fig 2, , Length of metal passing, over cutting tool in one revolution, , Calculated, RPM of spindle, , ∅ 25 mm, , ----------------78.56 mm, , ∅ 50 mm, , ----------------157.12 mm, , 764, , ∅ 75 mm, , ----------------235.68 mm, , 509.3, , 1528, , Relationship of RPM to the cutting speed on, different diameters., TABLE 1, Cutting speeds and feeds for H.S.S tool, Material being, turned, , Feed, mm/rev, , Cutting speed, m/min, , Aluminium, , 0.2-1.00, , 70-100, , Brass, (alpha)-ductile, , 0.2-1.00, , 50-80, , Brass, (free cutting), , 0.2-1.5, , 70-100, , Bronze, (phosphor), , 0.2-1.00, , 35-70, , Cast iron (grey), , 0.15-0.7, , 25-40, , Copper, , 0.2-1.00, , 35-70, , Steel (mild), , 0.2-1.00, , 35-50, , Steel, (medium-carbon), , 0.15-0.7, , 30-35, , Steel, (Alloy-high tensile), , 0.08-0.3, , 5-10, , Thermo-setting, plastics, , 0.2-1.00, , 35-50, , Note, For super HSS tools the feeds should remain the same,, but cutting speeds could be increased by 15% to 20%., A lower speed range is suitable for heavy, roughing cuts., A higher speed range is suitable for light, finishing cuts., The feed is selected to suit the finish required and the rate, of metal removal., When carbide tools are used, 3 to 4 times higher cutting, speed to that required for H.S.S. tools may be chosen., , 126, , Production & Manufacturing: Fitter (NSQF Level - 5) RT for Ex No. 2.3.98, , Copyright Free Under CC BY Licence
Page 141 :
Comparison of HSS and Carbide Tools, HSS Tool, , Carbide Tool, , • Ferrous tool material have iron as their, chief constituent., , • Non-Ferrous tool material do not have iron., , • Alloying tungstan, chromism and, vanadium to high carbon steel, high speed, steel tool material is produced., , • Carbide cutting tools can retain their, hardness at very high temperature that of, high speed steel., , • Cutting speed is low., , • Cutting speed is high., , • Solid tool., , • It is a brazed tool bit and throw away, tool bit die to brittleness., , • Cost low., , • Cost high., , Coolants & lubricants (Cutting fluids), Objectives: At the end of this lesson you shall be able to, • state the properties of cutting fluids, • state the purpose of using a cutting fluid, • name the different cutting fluids, • distinguish the characteristics of each type of cutting fluids, • select a proper cutting fluid to suit various materials and machining operations., Coolants (Cutting fluids), , -, , Coolants (Cutting fluids) play an important role in, reducing the wear of cutting tools., , Resistant to separation from solution after it is mixed, with water, , -, , Transparency, , -, , Relatively low viscosity, , -, , Non-flammability, , Coolants (Cutting fluids) are essential in most metal, cutting operations. During a machining process,, considerable heat and friction are created by the plastic, deformation of metal occurring in the shear zone when the, chip slides along the chip tool interface. This heat and, friction cause the metal to adhere to the cutting edge of, the tool, and the tool may break down. The result is poor, finish and inaccurate work., The advantages of a cutting fluid is it :, , The following are the main purposes of cutting, fluids., -, , To cool the cutting tool and the workpiece as heat is, generated during cutting operation because of friction, between the tool and the workpiece., , -, , To cool the cutting edge of the tool and to prevent any, wear on the tool., , -, , Cools the tool and the workpiece, , -, , Lubricates the chip / tool interface and reduces the, tool wear due to friction, , -, , To prevent the formation of chip welding., , -, , To give a good cutting efficiency to the tool., , -, , Prevents chip welding, , -, , To give a good surface finish on the job., , -, , Improves the surface finish of the workpiece, , -, , To act as a lubricant for the tool and the machine., , -, , Flushes away the chips, , -, , Prevents corrosion of the work and the machine., , A good cutting fluid should have the following, properties., -, , Good lubricating quality, , -, , Rust resistance, , -, , Stability both in storage and in use, , The different types of cutting fluids are:, -, , Soluble mineral oils, , -, , Straight mineral oils, , -, , Straight fatty oils, , -, , Compounded or blended oils, , -, , Sulphurised oils., , Production & Manufacturing: Fitter (NSQF Level - 5) RT for Ex No. 2.3.98, , Copyright Free Under CC BY Licence, , 127
Page 142 :
Cutting fluids - Types and Characteristics, , Lard oils, , Soluble mineral oils, , Lard oils are usually blended with mineral oils to prevent, deterioration, reduce cost and destroy the objectionable, odour. For machining under extreme conditions, they are, an excellent lubricant., , They are made from mineral oils with emulsifying material, added to make for mixing with water. Soluble oil is diluted, with water to form an emulsion. The water cools whilst, the oil lubricates. The extent of dilution depends upon the, type of operation., Straight mineral oils, They are purely mineral oils. Lighter oils are used when, cooling and lubrication are required. Heavier oils are used, when lubrication is mainly essential. They are used on, automats. They protect the machine parts and workpieces, from rusting., , Sulphurised oils, To suit extreme cutting conditions of modern tools, sulphurised oils have been devised. The addition of sulphur, improves performance on difficult operations. Its lubricating, property prevents the welding of chip on to the tool., Coolants (Cutting fluids) plan an important role in, reducing the wear of cutting tools., , Recommended cutting fluids for various metals, Material, , Drilling, , Turning, , Milling, , Aluminium, , Soluble oil, Kerosene, Kerosene and, Lard oil, , Soluble oil, Kerosene, Mineral oil, , Soluble oil, Kerosene and, Lard oil, , Soluble oil, , Dry, Soluble oil, Lard oil, Mineral oil, , Brass, , Dry, Soluble oil, Mineral oil, Lard oil, , Dry, Soluble oil, , Soluble oil, Lard oil, , Soluble oil, , Dry, Soluble oil, , Bronze, , Dry, Soluble oil, Mineral oil, Lard oil, , Dry, Soluble oil, Mineral oil, Lard oil, , Soluble oil, Lard oil, , Soluble oil, , Dry, Soluble oil, Mineral oil, Lard oil, , Cast iron, , Dry, Air jet, Soluble oil, Lard oil, , Dry, Soluble oil, Mineral oil, Lard oil, , Dry, Sulphurized oil, Mineral oil, Lard oil, , Dry, Soluble oil, , Dry, Soluble oil, , Copper, , Dry, Soluble oil, Mineral oil, Lard oil, Kerosene Oil, , Soluble oil, Lard oil, , Soluble oil, Lard oil, , Soluble oil, , Dry, Soluble oil, , Steel, Alloys, , Soluble oil, Sulphurized oil, Mineral oil, Lard oil, , Soluble oil, Sulphurized oil, Mineral oil, Lard oil, , Sulphurized oil, Lard oil, , Soluble oil, , Soluble oil, Mineral, Lard oil, , General, purpose, , Soluble oil, Sulphurized oil, Lard oil, , Soluble oil, Sulphurized oil, Lard oil, , Sulphurized oil, Lard oil, , Soluble oil, , Soluble oil, Lard oil, steel, , 128, , Reaming, , Threading, , Production & Manufacturing: Fitter (NSQF Level - 5) RT for Ex No. 2.3.98, , Copyright Free Under CC BY Licence
Page 143 :
Lubricants, Objectives: At the end of this lesson you shall be able to, • state the purpose of using lubricants, • state the properties of lubricants, • state the qualities of a good lubricant., With the movement of two mating parts of the machine,, heat is generated. If it is not controlled, the temperature, may rise resulting in total damage of the mating parts., Therefore a film of cooling medium with high viscosity is, applied between the mating parts which is known as a, ‘lubricant’., , Oiliness, Oiliness refers to a combination of wettability, surface, tension and slipperiness. (The capacity of the oil to leave, an oily skin on the metal., Flas point, , A ‘lubricant’ is a substance having an oily property available, in the form of fluid, semi-fluid, or solid state. It is the, lifeblood of the machine, keeping the vital parts in perfect, condition and prolonging the life of the machine. It saves, the machine and its parts from corrosion, wear and tear, and it minimises friction., , It is the temperature at which the vapour is given off from, the oil (it decomposes under pressure soon)., Fire point, , Purpose of using lubricants, , It is the temperature at which the oil catches fire and, contines to be in flame., , •, , Reduces friction, , Pour point, , •, , Prevents wear, , •, , Prevents adhesion, , The temperature at which the lubricant is able to flow when, poured., , •, , Aids in distributing the load, , Emulsification and de-emulsibility, , •, , Cools the moving elements, , •, , Prevents corrosion, , •, , Improves machine efficiency, , Emulsification indicates the tendency of an oil to mix, immediately with water to form a more or less stable, emulsion. De-emulsibility indicates the readiness with, which subsequent separation will occur., , Properties of Lubricants, Viscosity, It is the fluidity of an oil by which it can withstand high, pressure or load without squeezing out from the bearing, surface., , Production & Manufacturing: Fitter (NSQF Level - 5) RT for Ex No. 2.3.98, , Copyright Free Under CC BY Licence, , 129
Page 144 :
Production & Manufacturing, Fitter - Turning, , Related Theory for Exercise: 2.3.99, , Chucks and chucking - the independent 4 jaw chuck, Objectives: At the end of this lesson you shall be able to, • state the constructional features of a 4 jaw chuck, • name the parts of a 4 jaw chuck., 4 Jaw chuck (Fig 1), , The parts of a 4 jaw chuck are:, The four jaw chuck is also called as independent chuck,, since each jaw can be adjusted independently; work can, be trued to within 0.001" or 0.02mm accuracy, using this, chuck., This type of chuck is much more heavily constructed than, the self-centering chuck, and has much greater holding, power. Each jaw is moved independently by a square thread, screw. The jaws are reversible for holding large diameter, jobs. The independent 4 jaw chuck has four jaws, each, working independently of the others in its own slot in the, chuck body and actuated by its own separate square, threaded screw. By suitable adjustment of the jaws, a, workpiece can be set to run either true or eccentric as, required., To set the job for the second time, it can be trued with the, help of a dial test indicator., The check on the workpiece should be carried out near, the chuck and repeated as far from it as the workpiece, permits, to ensure that the work is not held in the chuck, at an angle to the axis of rotation., The independent adjustment also provides the facility of, deliberately setting the work off-centre to produce an, eccentric workpiece. (Fig 2), , -, , Back plate, , -, , Body, , -, , Jaws, , -, , Square threaded screw shaft., , Back plate, The back plate is fastened to the back of the body by, means of Allen screws. It is made out of cast iron/steel., Its bore is tapered to suit the taper of the spindle nose. It, has a key way which fits into the key provided on the, spindle nose. There is a step in front and on which the, thread is cut. A threaded collar, which is mounted on the, spindle, locks the chuck by means of the thread, and, locates by means of the taper and key. Some chucks do, not have back plates., Body (Fig 1), The body is made out of cast iron/cast steel and the face, is flame-hardened. It has four openings at 90° apart to, assemble the jaws and operate them. Four screw shafts, are fixed on the periphery of the body by means of finger, pins. The screw is rotated by means of a chuck key. The, body, hollow in the cross-section, has equi-spaced, circular rings provided on the face, which are marked by, numerical numbers. Number 1 starts in the middle, and, increases towards the periphery., , 130, , Copyright Free Under CC BY Licence
Page 145 :
Jaws (Fig 1), , Screw shaft (Fig 1), , Jaws are made out of high carbon steel. hardened and, tempered, which slide on the openings of the body. These, jaws are reversible for holding hollow work., , The screw shaft is made out of high carbon steel, hardened,, tempered and ground. The top portion of the screw shaft, is provided with a square slot to accommodate the chuck, key. On the body portion, a left hand square thread is cut., In the middle of the screw shaft, a narrow step is made, and held by means of finger pins. The finger pins permit, the screws to rotate but not to advance., , The back side of the jaws are square-threaded which, help in fixing the jaws with the operating screws., , 3 jaw chuck, Objectives: At the end of this lesson you shall be able to, • identify the parts of a 3 jaw chuck, • state the constructional features of a 3 jaw chuck, • distinguish between a 3 jaw chuck and a 4 jaw chuck, • state the merits and demerits of a 4 jaw chuck over a 3 jaw chuck, • specify a chuck., 3 Jaw chuck (Fig 1), , Back plate (Fig 1), The back plate is fastened at the back of the body by, means of allen screws. It is made out of cast iron. Its, bore is tapered to suit the taper of the spindle nose. It has, a key- way which fits into the key provided on the spindle, nose. There is a step in the front on which the thread is, cut. The threaded collar, which is mounted on the spindle,, locks the chuck by means of the thread and locates by, mean of the taper and the key., Body (Fig 1), , The 3 jaw chuck is also known as a self-centering chuck., The majority of the chucks have two sets of jaws for holding, internal and external diameters. Only perfect round work, with equally spaced flats divisible by three should be held, in a 3 jaw chuck., From the construction of a 3 jaw chuck it is seen that the, scroll not only clamps a component in place, it also, locates the component. This is fundamentally a bad, practice, since any wear in the scroll and/or the jaws, impairs the accuracy of location. Further there is no means, of adjustment possible to compensate for this wear., The jaws of this type of chuck are not reversible, and, separate internal and external jaws have to be used., The parts of a 3 jaw chuck are:, -, , Back plate, , -, , Body, , -, , Jaws, , -, , Crown wheel and, , -, , Pinion., , The body is made out of cast steel, and the face is, hardened. It has three openings 120° apart to assemble, the jaws and operate them. Three pinions are fixed on the, periphery of the body to operate the jaws by means of a, chuck key. It is hollow in its cross-section. A crown, wheel is housed inside the body., Jaws (Fig 1), The jaws are made out of high carbon steel, hardened and, tempered, which slide on the openings of the body., Generally there are two sets of jaws viz. external jaws, and internal jaws. External jaws are used for holding, solid works. Internal jaws are used for holding hollow works., Steps on the jaws increase the clamping range. The back, side of the jaws is cut with scroll thread. Each jaw is, numbered in a sequential manner, which helps in fixing, the jaws in the corresponding numbered slots., Crown wheel (Fig 1), The crown wheel is made out of alloy steel, hardened and, tempered. On one side of the crown wheel, a scroll thread, is cut to operate the jaws, and the other side is tapered on, which bevel gear teeth are cut to mesh with the pinion., When the pinion is rotated by means of a chuck key, the, crown wheel rotates, thus causing the jaws to move inward, or outward, depending upon the rotation ., , Production & Manufacturing: Fitter (NSQF Level - 5) RT for Ex No. 2.3.99, , Copyright Free Under CC BY Licence, , 131
Page 146 :
Pinion (Fig 1), Pinion is made out of high carbon steel, hardened and, tempered. It is fitted on the periphery of the body. On the, , top of the pinion a square slot is provided to, accommodate the chuck key. It has a tapered portion on, which bevel gear teeth are cut, which match with the crown, wheel., , Comparison between 3 jaw chuck and 4 jaw chuck, 3 Jaw chuck, , 4 Jaw chuck, , Only cylindrical, hexagonal work can be held., , A wide range of regular and irregular shapes can, be held., , Internal and external jaws are available., , Jaws are reversible for external and internal holding., , Setting up of work is easy., , Setting up of work is difficult., , Less gripping power., , More gripping power., , Depth of cut is comparatively less., , More depth of cut can be given., , Heavier jobs cannot be turned., , Heavier jobs can be turned., , Workpieces cannot be set for eccentric turning., , Workpieces can be set for eccentric turning., , Concentric circles are not provided on the face., , Concentric circles are provided which help for, approximate setting of jaws., , Accuracy decreases as the chuck gets worn out., , There is no loss of accuracy as the chuck gets, worn out., , Merits of a 4 jaw chuck, , Run out cannot be corrected., , A wide range of regular and irregular shapes can be held., , Only round and hexagonal components can be held., , Work can be set to run concentrically or eccentrically at, will., , When accurate setting or concentricity with an existing, diameter is required, a self-centering chuck is not used., , Has considerable gripping power, and hence heavy cuts, can be given., , Specification of chuck, To specify a chuck, it is essential to provide :, , The jaws are reversible for internal and external work., Type of chuck., Work can be readily performed on the end face of the job., Capacity of chuck., There is no loss of accuracy as the chuck gets wornout., Diameter of the body., De-merits of a 4 jaw chuck, Width of the body., Workpieces must be individually set., The method of mounting to the spindle nose., The gripping power is so great that fine work can be easily, damaged during setting., , Example, , Merits of a 3 jaw chuck, , 3 Jaw self-centering chuck., , Work can be set with ease., , Gripping capacity 450 mm., , A wide range of cylindrical and hexagonal work can be, held., Internal and external jaws are available., De-merits of a 3 jaw chuck, , Diameter of the body 500 mm., Width of the body 125 mm., Tapered or threaded method of mounting., , Accuracy decreases as chuck becomes worn out., 132, , Production & Manufacturing: Fitter (NSQF Level - 5) RT for Ex No. 2.3.99, , Copyright Free Under CC BY Licence
Page 147 :
Method of cleaning the thread of the chuck mounting, Objective: At the end of this lesson you shall be able to, • state the uses of thread cleaner., Thread cleaners are used to clean all the mating parts of, the chuck and spindle as, otherwise, the dirt on these, surfaces could result in the following., Cause the chuck to run out of true., Damage the threads or taper on the spindle or chuck., (Fig 1), , Mounting and dismounting of chucks, Objective: At the end of this lesson you shall be able to, • explain the method of mounting and dismounting chucks from spindle noses., To perform lathe operations on work materials, it may not, be always possible to have only one type work-holding, device fitted to the spindle. Hence it becomes an absolute, necessity for dismounting the work-holding device already, assembled to the spindle and mount that work-holding, device which is needed for the work in hand., For an easy understanding of different spindle noses and, their applications, the mounting of different work-holding, devices are illustrated., When mounting a chuck on the headstock spindle,, exercise care to prevent damage occurring to the chuck, or spindle., Damage may reduce the accuracy of the lathe. The points, set out below are important and should be followed., Before mounting, Before attempting to mount a chuck, ensure that it is the, correct one for the lathe and for the job in hand., Do not use power to mount a chuck on spindle, noses., To prevent such damage from occuring, take the following, steps., Place a wooden board on the lathe bed when mounting, light chucks to prevent damage to the slideways. (Fig 1), For large chucks place a wooden cradle between the, chucks and the lathe bed. (Fig 2), In addition to protecting the bed slideways it makes fitting, the chuck easier and safer., , Always seek assistance when mounting large and heavy, chucks., Lubricate the mating surfaces with a light film of oil., After mounting, Set the speed-change lever to the slowest speed., , Production & Manufacturing: Fitter (NSQF Level - 5) RT for Ex No. 2.3.99, , Copyright Free Under CC BY Licence, , 133
Page 148 :
Turn on the power to the motor., , Switch off the motor., , Switch on the motor., , Hence the chuck on the wooden board or cradle and slide, it close to the spindle nose., , Engage the clutch lever., The chuck would now begin revolving., Check that the diameter and face of the chuck are running, true by observing the surfaces., Mounting chuck on to the threaded spindle (Fig 3), , Turn the spindle by hand until the key on the spindle nose, lines up with the keyway in the chuck., Set the speed-change lever to the slowest speed., Push the chuck on to the spindle and turn the locking ring, anticlockwise. (Fig 4), The figure given here illustrates a small chuck held with, both hands and being mounted. Engage the special ‘C’, spanner on the locking ring., The spanner should fit around the top of the locking ring, with the handle pointing downwards. Grip the end of the, handle with one hand and firmly strike the other end with, the other hand in an anticlockwise direction. This would, securely tighten the locking ring. (Fig 5), , Switch off the motor., Place the chuck on the wooden plank or cradle and slide, it close to the spindle nose., Turn the spindle anticlockwise by hand and engage the, chuck on the spindle threads. (Fig 3), Set the speed-change lever to the slowest speed. Screw, the chuck in until it fits firmly on the spindle., The chuck should easily screw into the spindle. If any, resistance is felt, remove the chuck and check that the, threads are clean and not damaged., , Mounting on a cam-lock spindle (Fig 6), , Mounting on tapered spindle (Fig 4), , 134, , Production & Manufacturing: Fitter (NSQF Level - 5) RT for Ex No. 2.3.99, , Copyright Free Under CC BY Licence
Page 149 :
Switch off the motor., , Hold the chuck in position when fitting nuts., , Place the chuck on a wooden board or cradle and slide it, close to the spindle nose. Disengage the clutch to permit, free rotation of the spindle. Insert the correct chuck key, into a cam-locking screw on the spindle., , Tighten the nuts in an anticlockwise direction using a, spanner on the opposite nuts., Dismounting chucks from a threaded spindie (Fig 9), , Turn each cam-locking screw so that the registration line, is vertical or aligns with the corresponding line on the, spindle. Turn the spindle by hand until the clearance holes, on the spindle align with the cam-lock studs on the chuck., Set the speed. Change lever to the slowest speed. Push, the chuck on to the spindle. Tighten each cam-lock screw, in a clockwise direction., Mounting on to a bolted spindle (Figs 7 and 8), , Switch off the motor. Set the speed change lever to the, slowest speed. Place a solid wooden block between one, of the chuck jaws and the rear of the lathe-bed., The length of the wooden block should be slightly less, than the centre height of the lathe., Turn the lathe spindle clockwise by hand to loosen the, chuck from the spindle nose., Remove the wooden block. Place the wooden board or, cradle on the lathe-bed. Unscrew the chuck from the, spindle. Clean and store the chuck (Fig 10), , Switch off the motor., Place the chuck on a wooden board or cradle. Remove, nuts and washers from the studs on the chuck. Disengage, the clutch to permit free rotation of the spindle. Turn the, spindle by hand until the key in the spindle lines up with, the slot in the chuck. Set the speed- change lever to the, slowest speed. Push the chuck on to the spindle. Fit, washers and nuts to the studs., , Production & Manufacturing: Fitter (NSQF Level - 5) RT for Ex No. 2.3.99, , Copyright Free Under CC BY Licence, , 135
Page 150 :
Production & Manufacturing, Fitter - Turning, , Related Theory for Exercise: 2.3.100, , Face plate, Objectives: At the end of this lesson you shall be able to, • state the types of face plate, • state the uses of face plates, The different types of face plates are:, -, , -, , Face plates with elongated radial slots and additional, parallel slots. (Fig 3), , Face plates with only elongated radial slots (Fig 1), , Face plates are used along with the following accessories., , -, , Face plates with elongated slots ‘T’ slots. (Fig 2), , Clamps, ‘T’ bolts, Angle plate, Parallels, counterweight,, Stepped block, ‘V’ Block etc., Large, flat, irregular shaped workpieces, castings, jigs and, fixtures may be firmly clamped to a face plate for various, turning operations., A work can be mounted on a face plate while the face, plate is on the lathe spindle or on the workbench. If the, workpiece is heavy or awkward to hold, the workpiece is, mounted while the face plate is on the workbench. Before, mounting the face plate set up to the spindle, it is, advantageous to locate the workpiece on the face plate, and centre the workpiece. Centre a punch mark or hole, approximately on the face plate. This makes it easier to, true the work after the face plate is mounted on to the, spindle., The poisition of the bolts and clamps is very important, if a, workpiece is to be clamped effectively., If a number of duplicate pieces are to be machined, the, face plate itself can be set up as a fixture, using parallel, strips and stop blocks., , 136, , Copyright Free Under CC BY Licence
Page 151 :
The application of the face plate with accessories in different, set ups is shown in the sketches below., (Figs 4, 5 & 6), , Production & Manufacturing: Fitter (NSQF Level - 5) RT for Ex No. 2.3.100, , Copyright Free Under CC BY Licence, , 137
Page 152 :
Production & Manufacturing, Fitter - Turning, , Related Theory for Exercise: 2.3.101, , Drilling, Objectives: At the end of this lesson you shall be able to, • state the drilling process done in a lathe, • state the methods of holding the drill in the tail stock., Lathe can be used for drilling, , •, , By using drill chuck (Fig 2), , •, , By directly fitting in the tailstock spindle (Fig 3), , •, , By using drill sleeve (Fig 4), , •, , By using drill socket (Fig 5), , Before doing internal operation like boring, reaming and, tapping. Although lathe is not a drilling machine time and, effort are saved by using the lathe for drilling operations, instead of changing the work to the other machines. Prior, to drilling the end of the work piece on the lathe, the end, face to be drilled must be spotted (center punched) and, then centre drilled so that the drill will start properly, The head stock and tail stock spindle should be alingned, for all drilling, reaming and tapping in order to produce a, true hole., Straight shank and taper shank drills can be held in the, tailstock spindle as held in the drilling machine spindle, using drill chuck sleeve and sockets. Since the tail stock, spindle has the morse taper. (Fig 1), Methods of holding drills in a tail stock (Fig 1), , The different methods of holding drill in the tailshock are, 138, , Copyright Free Under CC BY Licence
Page 153 :
Production & Manufacturing, Fitter - Turning, , Related Theory for Exercise: 2.3.102, , Boring & boring tools, Objectives: At the end of this lesson you shall be able to, • state the operation boring, • state the different types of boring tools., Boring, Boring is the operation of enlarging and truing a hole, produced by drilling, punching, casting or forging. Boring, cannot originate a hole. Boring is similar to the external, turning operation and can be performed in a lathe by the, following two methods., The work is revolved in a chuck or a face plate and the tool, which is fitted to the tool post is fed into the work. This, method is adopted for boring small sized works. A solid, forged tool is used for boring small holes, whereas a boring, bar with a tool bit attached to it is suitable for machining a, large hole. The depth of cut is given by the cross-slide, screw and the feed is effected by the longitudinal travel of, the carriage. (Fig 1), , Advantages, Regrinding is easy., Alignment is easy., Mounting and removal is easy., Boring bars with inserted bits, , Types of boring tools, Solid forged tools, Solid forged boring tool is made from HSS with the end, forged and ground. It resembles a left hand turning tool, and the operation is performed from right to left. There are, two types, solid boring tool (Fig 2) and solid forged bar in, a tool-holder (Fig 3). They are used for light duty and on, small diameter holes., , Square and round tool bits made from HSS are inserted, and fixed in the boring bar. The inserts can be set at an, angle of 30°, 45° or 90° in the bar. It is used for heavier, cuts than those made by the solid boring tool., For plain boring, the inserts are set square to the axis of, the bar. For facing the shoulder, or threading up to the, shoulder, the inserts are set at an angle., Boring bars used are of two types. (Fig 4), •, , Plain boring bar, , •, , End cap boring bar, , 139, , Copyright Free Under CC BY Licence
Page 154 :
Advantages, Used for heavy duty boring operations., Tool changing is faster., Low cost, Boring tools can either be set square or at an angle quickly., , 140, , Production & Manufacturing: Fitter (NSQF Level - 5) RT for Ex No. 2.3.102, , Copyright Free Under CC BY Licence
Page 155 :
Production & Manufacturing, Fitter - Turning, , Related Theory for Exercise: 2.3.103, , Tool setting, Objectives: At the end of this lesson you shall be able to, • set the tool in the tool post for performing the operation., For optimum cutting, the effective rake angle and clearance, angle of the clamped tool must be equal to the ground, angles of the tool. This requires clamping of the tool to, have its axis perpendicular to the lathe axis, with the tool, tip at the workpiece centre. (Fig 1), , Shims must be flushed with the edge of the seating face., Place the tool in the tool post on the shims, with the rear, butting against the wall of the seating face. (Fig 3), , It is difficulat to determine the effective angles of the tool, when it is not set to the centre height., The tool nose can be set to the work centre by means of, a tool-holder with adjustable height. (Fig 1), , The unsupported length of the overhanging end of the, turning tool should be kept to a minimum. As a rule, the, overhanging length of tool is equal to the tool shank width, x 1.5., The tool nose can be set to the exact centre height by, placing the tool in the tool post on the shims or packing, strips. These packing strips should be preferably a little, less in width than the wideth of the tool but should never, be more. The length of these strips should be according, to the shank length and the tool seating face of the tool, post. (Fig 2), , Tighten the tool with the centre screw of the tool post., Check the centre height with a height setting gauge., (Fig 4), , Remove or add shims and check the height when the tool, is tightened by the centre screw., Tighten the other two tool-holding scews alternate applying, the same amount of pressure., The procedure to follow is given below., Clean the tool post seating face, and place the shims on, the seating face., , When both the screws have a full gripping pressure, tighten, the centre screw fully., Check once again with a tool height setting gauge., , Use a minimum number of shims for height, adjustment., 141, , Copyright Free Under CC BY Licence
Page 156 :
Note: The gauge should be made according to, the size of the machine. If a gauge is not, available, use a surface gauge and set the, pointer tip to the dead centre height fixed in, the tallstock. Use this as the height to which, the tool is to be set., , Parallel or straight turning, Objectives: At the end of this lesson you shall be able to, • define plain turning, • distinguish between the two stages of plain turning., Plain turning (Parallel turning) (Fig 1), , Rough turning, By rough turning the maximum amount of material is, removed and the job is brought close to the required size,, , leaving sufficient metal for finishing. Surface finish and, accuracy are not good. While rough turning, the spindle, speed is less and the feed is more. A roughing tool or a, knife tool is used., , This operation involves removal of metal from the work and, it has a cylinder for the full travel of the tool on the work,, keeping the same diameter throughout the length., , While plain turning for roughing or finishing, long jobs are, held between centres. It is necessary to change the ends, to obtain a true parallel surface throughout the length., (Fig 3), , Plain turning is done in two stages., , Finish turning, , -, , It is done, after the rough turning is completed to bring the, size of the work to the required accuracy and good, surface finish by removing the rough marks produced by, the rough turning. For finish turning, the speed is higher, (1 to 2 times more than for rough turning) and the feed is, very less. A round nose finish turning tool or a knife with a, larger nose radius than normal is used for finish turning., , Rough turning, using roughing tool or knife tool., (Fig 2 ), , -, , Finish turning using a finishing tool. (Fig 4), , The spindle speed is calculated according to the material, being turned, the tool material and the recommended, cutting speed., , 142, , Production & Manufacturing: Fitter (NSQF Level - 5) RT for Ex No. 2.3.103, , Copyright Free Under CC BY Licence
Page 157 :
Step turning, Objective: At the end of this lesson you shall be able to, • define step turning, Step turning, It is an operation of producing various steps of different, diameters in the work piece as shown in Fig 1 & 2. This, operation is carried out in the similar way as plain turning., , Grooving, Objectives: At the end of this lesson you shall be able to, • state what is grooving, • name the types of grooves, • state the specific uses of each type of groove., Grooving, Grooving is the process of turning a grooved form or channel, on a cylindrically turned workpiece. The shape of the cutting, tool and the depth to which it is fed determine the shape, of the groove., , When a diameter is to be finished to size by grinding, a, groove is generally cut against the shoulder to provide, clearance for the grinding wheel and to ensure a square, corner., Square grooves are cut with a tool bit ground to the width, of the square groove to be formed., , Types of grooves, A square groove also serves the purpose of providing space, for forks of shift levers in sliding gear assemblies., , Square grooves, Square grooves are frequently cut at the end of a section, to be threaded in order to provide a channel into which a, threading tool may run. A square groove cut against a, shoulder allows a matching part to fit squarely against the, shoulder. (Fig 1), , Round groove, Round grooves serve the same purpose as square grooves., They are generally used on parts subjected to stress. The, round groove eliminates the sharpness of the square, corners and strengthens the part at the point where it tends, to fracture. A tool bit with a round nose ground to the, required radius is used to cut round grooves. (Fig 2), ‘V’ shaped groove, ‘V’ shaped grooves are most commonly found on pulleys, driven by ‘V belts. The ‘V shaped groove eliminates much, of the slip which occurs in the other forms of the belt drive., A ‘V groove may also be cut at the end of a thread to, provide a channel into which the threading tool may run., (Fig 3), , Production & Manufacturing: Fitter (NSQF Level - 5) RT for Ex No. 2.3.103, , Copyright Free Under CC BY Licence, , 143
Page 158 :
A tool bit ground to the desired angle is used to cut a, shallow ‘V’ groove. Larger ‘V’ grooves such as those found, on pulleys should be cut with the lathe compound rest to, form each face of the groove individually., , 144, , Production & Manufacturing: Fitter (NSQF Level - 5) RT for Ex No. 2.3.103, , Copyright Free Under CC BY Licence
Page 159 :
Production & Manufacturing, Fitter - Turning, , Related Theory for Exercise 2.3.104, , Tool post, Objectives: At the end of this lesson you shall be able to, • name the commonly used types of tool posts, • compare the features of different types of tool posts., The tool post holds and firmly supports the tool or tools., The tool post is fitted on the top slide. (Fig 1), , It consists of a circular tool post body and a pillar with a, slot for accommodating the tool or tool-holder. A ring base,, a rocker arm (boat piece) and a tool clamping screw, complete the assembly of this type of tool post., The tool is positioned on the boat piece and clamped., The centre height of the tool tip can be adjusted with the, help of the rocker arm and the ring base. Only one tool, can be fixed in this type of tool post. The rigidity of the tool, is less as it is clamped with only one bolt., Indexing type tool post (Fig 3), , The commonly used types of tool posts are:, -, , American type tool post or single way tool post., , -, , Indexing type tool post or square tool post., , -, , Quick change tool post., , Single way tool post (Fig 2), , It is also called as square tool post or a four-way tool, post. Four tools can be fixed in this type of tool posts,, and any one can be brought into the operating position,, and the square head is clamped with the help of the handle, lever. By loosening the handle lever, the next tool can be, indexed and brought in to the operating position. The, indexing is manually., The advantages are as follows., Each tool is secured in the tool post by more than one, bolt, and, therefore, the rigidity is more., Frequent changing of the tool for different operations need, not be done as all the four tools can be clamped at the, same time., The disadvantage is that skill is required to set the tools,, and it takes more time to set to the centre height., , 145, , Copyright Free Under CC BY Licence
Page 160 :
Quick change tool post (Fig 4), , 146, , Modern lathes are provided with this type of tool posts., Instead of changing the tools, the tool holder is changed, in which the tool is fixed. This is expensive and requires a, number of tool-holders. But it can be set to the centre, height easily, and has the best rigidity for the tool., , Production & Manufacturing: Fitter (NSQF Level - 5) RT for Ex No. 2.3.104, , Copyright Free Under CC BY Licence
Page 161 :
Production & Manufacturing, Fitter - Turning, , Related Theory for Exercise 2.3.105, , Lathe operation - Knurling, Objectives: At the end of this lesson you shall be able to, • define knurling operation, • state the purpose of knurling, • list the different types of knurls and knurling patterns, • name the grades of knurls, • distinguish between the various types of knurling tool-holders., Knurling (Fig 1), , Straight knurling (Fig 3), , It is the operation of producing straight lined, diamond, shaped pattern or cross lined pattern on a cylindrical external surface by pressing a tool called knurling tool., Knurling is not a cutting operation but it is a forming operation. Knurling is done at a slow spindle speed (1/3 the, turning speed). However speed & feed given for knurling is, to be divided according to the job material and the finish, required., Purpose of knurling, , It is a knurling of straight lined pattern. This is done by, using either a single roller or a double roller with straight, teeth., Cross knurling (Fig 4), , The purpose of knurling is to provide:, -, , A good grip and make for positive handling., , -, , Good appearance, , -, , For raising the diameter to a small range for assembly, to get a press fit., , Types of knurls and knurling patterns, The following are the different types of knurling patterns., Diamond knurling, Straight knurling, Cross knurling, Concave knurling and Convex knurling., , It is a knurling having a square shaped pattern. It is done, by a set of rollers, one having straight teeth the other having teeth at right angles to the axis of knurl., Concave knurling (Fig 5), , Diamond knurling (Fig 2), It is a knurling of diamond shaped pattern. It is done by, using a set of rolls. One roller has got right hand helical, teeth and the other has left hand helical teeth., , 147, , Copyright Free Under CC BY Licence
Page 162 :
This is done by a convex knurl on a concave surface. This, is done only by plunging the tool. The tool should not be, moved longitudinally. The length of the knurling is limited, to the width of the roller., , Single roller knurling tool-holder (Fig 8), , Convex knurling (Fig 6), , It has only one single roller which produces a straight, lined pattern., This is done by using a concave knurl on a convex surface. This is also done by plunging the tool., , Knuckle joint type knurling tool-holders (Fig 9), , Grades of knurling (Fig 7), , Knurling can be done in three grades., Coarse knurling, Medium knurling and Fine knurling, Coarse knurling is done by using coarse pitched knurls of, 1.75 mm pitch. (14 TPI), , This tool holder has a set of two rollers of the same knurling, pitch. The rollers may be of straight teeth or helical teeth., It is self-centering., Revolving head knurling tool (Fig 10), , Medium knurling is done by using medium pitched knurls, of 1.25 mm pitch. (21 TPI), Fine knurling is done by using fine pitched knurls of 0.75, mm pitch. (33 TPI), Types of knurling tool-holders, The different types of knurling tool-holders are:, -, , Single roller knurling tool-holders (parallel knurling toolholders), , -, , Knuckle joint type knurling tool-holders, , -, , Revolving type knurling tool-holders (universal knurling, tool-holders)., , This tool-holder is also called a universal knurling toolholder. It is fitted with 3 pairs of rollers having coarse,, medium and fine pitches. These are mounted on a revolving head which pivots on a hardened steel pin. It is also, self-centering., , A knurling tool-holder has a heat-treated steel shank and, hardened tool steel knurls. The knurls rotate freely on hardened steel pins., , 148, , Production & Manufacturing: Fitter (NSQF Level - 5) RT for Ex No. 2.3.105, , Copyright Free Under CC BY Licence
Page 163 :
Difference between different types of knurling tool-holders, Single roller, , Knuckle joint, , Revolving type, , Only one roller is used, , A pair of rollers are used, , Three pairs of rollers are used, , Only one pattern of knurling can be, produced with this type of knurling, tool-holder, , Cross of diamond knurling pattern, can be produced, , Knurling patterns of different, pitches can be produced, , It is not self-centering, , It is self-centering, , It is self-centering, , Production & Manufacturing: Fitter (NSQF Level - 5) RT for Ex No. 2.3.105, , Copyright Free Under CC BY Licence, , 149
Page 164 :
Production & Manufacturing, Fitter - Turning, , Related Theory for Exercise 2.3.106, , Standard tapers, Objectives: At the end of this lesson you shall be able to, • define a taper, • state the uses of tapers, • state the method of expressing tapers, • state the methods to be adopted while specifying tapers, • distinguish between the features of self-holding and self-releasing tapers, • name the different types of self-holding tapers and state their features, • state the features of self-releasing tapers, • state the features of pin taper and keyway taper., Definition of Taper, Taper is a gradual increase or decrease in the dimention, along its length of the job., Tapers are used for:, -, , Self-alignment/location of components in an, assembly., , -, , Assembling and dismantling parts easily., , -, , Transmitting drive through assembly., , Tapers have a variety of applications in engineering, assembly work.(Figs 1,2 & 3), Tapers of components are expressed in two ways., -, , Degree of arc (Fig 4), , -, , Gradient (Fig 5), , 150, , Copyright Free Under CC BY Licence
Page 165 :
The method adopted for expressing tapers depends on:, -, , The steepness of the tapers, , -, , The method adopted for measuring., , Standard tapers, Tapers for tool-holding, , Specification of tapers, , Two types of tapers are used for tool-holding on machines., , While specifying taper in drawings it should indicate the:, , -, , Self-holding tapers, , -, , Angle of the taper, , -, , Self-releasing tapers, , -, , Size of the component. (Figs 6,7, 8 & 9), , Self-holding tapers, Self-holding tapers have less taper angle. These are used, for holding and driving cutting tools like drills, reamers, etc. without any locking device. (Fig 10), , Production & Manufacturing: Fitter (NSQF Level - 5) RT for Ex No. 2.3.106, , Copyright Free Under CC BY Licence, , 151
Page 166 :
Spindle noses and arbors used on milling machines are, usually provided with self-releasing tapers. The standard, self-releasing taper is 7/24. This is a steep taper which, helps in the correct location and release of the components, in the assembly. This taper does not drive the mating, component in the assembly. For the purpose of driving,, additional features are provided., The commonly used 7/24 taper sizes are: 30,40,45,50, and 60., The taper of a 7/24 taper of No.30 will have a maximum, diameter of (D) 31.75 mm and No.60, 107.950 mm. All, other sizes fall within this range., Tapers used in other assembly work, The standard tapers used for this are:, -, , The metric taper, , A variety of tapers are used in engineering assembly, work. The most common ones are:, , -, , The morse taper., , -, , pin taper, , -, , key and keyway taper., , Metric taper, The taper on diameter is 1:20. The commonly used shank, sizes in metric tapers are metric 4, 6, 80, 100, 120, 160, and 200. The shank size indicating the metric taper is, the diameter at D. (Fig 11), , Pin taper, This is the taper used for taper pins used in assembly., (Fig 13), , Morse taper, The commonly used taper shank sizes are:, 0, 1, 2, 3, 4, 5 and 6., The taper is varying according to the size of the Morse, taper. It varies from 1:19.002 to 1:20.047., Self-releasing 7/24 taper (Fig 12), The taper is 1:50., The diameter of taper pins is specified by the small, diameter., Taper pins help in assembling and dismantling of, components without disturbing the location., Key and keyway tapers, , 152, , Production & Manufacturing: Fitter (NSQF Level - 5) RT for Ex No. 2.3.106, , Copyright Free Under CC BY Licence
Page 167 :
This taper is 1:100. This taper is used on keys and, keyways. (Figs 14 and 15), , Note: For further information about the tapers, used for special application refer to: IS: 3458 1981., , Production & Manufacturing: Fitter (NSQF Level - 5) RT for Ex No. 2.3.106, , Copyright Free Under CC BY Licence, , 153
Page 168 :
Production & Manufacturing, Fitter - Turning, , Related Theory for Exercise 2.3.107, , Screw thread, Objectives: At the end of this lesson you shall be able to, • define screw thread, • state the use of screw thread., Definition, Thread is a ridge of uniform cross-section which follows, the path of a helix around the cylinder or cone, either externally or internally. (Fig 1), , Helix is a type of curve generated by a point which is, moving at a uniform speed around the cylinder or cone, and at the same time, moves at a uniform speed parallel, to the axis. (Fig 1), , -, , To make accurate measurements. (Fig 4), , -, , To apply pressure. (Fig 5), , -, , To make adjustments. (Fig 6), , Uses of Screw threads, Screw threads are used, -, , -, , As fasteners to hold together and dismantle components when needed. (Fig 2), , To transmit motion on machines from one unit to another. (Fig 3), , 154, , Copyright Free Under CC BY Licence
Page 169 :
Square, worm, buttress and acme threads, Objectives: At the end of this lesson you shall be able to, • identify square thread and specify its uses, • state the relationship between the pitch and the other elements of square threads, • identify the modified square thread and its applications, • identify the different forms of trapezoidal threads and their uses, • state the relationship between the pitch and the other elements of all the different forms of trapezoidal, threads., Square and trapezoidal threads, , Modified square thread, , Square and trapezoidal threads have more cross-sectional, area than ‘V’ threads. They are more suitable to transmit, motion or power than ‘V’ threads. They are not used for, fastening purposes., , Modified square threads are similar to ordinary square, threads except for the depth of the thread. The depth of, thread is less than half pitch of the thread. The depth, varies according to the application. The crest of the thread, is chamfered at both ends to 45° to avoid the formation of, burrs. These threads are used where quick motion is, required., , Square thread, In this thread the flanks are perpendicular to the axis of, the thread. The relationship between the pitch and the, other elements is shown in Fig 1., , Trapezoidal threads, These threads have a profile which is neither square nor, ‘V’ thread form and have a form of trapezoid. They are, used to transmit motion or power. The different forms of, trapezoidal threads are:, -, , Acme thread, , -, , Buttress thread, , -, , Saw-tooth thread, , -, , Worm thread., , Acme thread (Fig 2), This thread is a modification of the square thread. It has, an included angle of 29°. It is preferred for many jobs, because it is fairly easy to machine., , Square threads are used for transmitting motion or power., Eg. screw jack, vice handles, cross-slide and compound, slide, activating screwed shafts., Designation, A square thread of nominal dia. 60mm and pitch 9mm, shall be designated as Sq. 60 x 9 IS: 4694-1968. The, dimensions a, b, e, p, H1, h1, h2 & d1 are changed as per, thread series (fine, normal & coarse)., , Production & Manufacturing: Fitter (NSQF Level - 5) RT for Ex No. 2.3.107, , Copyright Free Under CC BY Licence, , 155
Page 170 :
Acme threads are used in lathe lead screws. This form of, thread enables the easy engagement of the half nut. The, metric acme thread has an included angle of 30°. The, relationship between the pitch and the various elements, is shown in the figure., Buttress thread (Fig 3), , In buttress thread one flank is perpendicular to the axis of, the thread and the other flank is at 45°. These threads are, used on the parts where pressure acts at one flank of the, thread during transmission. Figure 3 shows the various, elements of a buttress thread. These threads are used in, power press, carpentry vices, gun breeches, ratchets etc., Buttress thread as per B.I.S. (Fig 4), , The equations associated with the dimensions indicated, in the two figures (Figs 6 and 7) are given below., This is a modified form of the buttress thread. Figure 4, shows the various elements of the buttress thread. The, bearing flank is inclined by 7° as per B.I.S. and the other, flank has a 45° inclination., Saw-tooth thread as per B.I.S. 4696, This is a modified form of buttress thread. In this thread,, the flank taking the load is inclined at an angle of 3°,, whereas the other flank is inclined at 30°. The basic profile of the thread illustrates this phenomenon. (Fig 5) The, proportionate values of the dimensions with respect to the, pitch are shown in Figs 6 and 7., , H1 = 0.75 P, h3 = H1 + ac = 0.867 77 P, a = 0.1 P (axial play), ac = 0.117 77 P, W = 0.263 84 P, e = 0.263 84 P - 0.1 Ö P = W - a, R = 0.124 27 P, D1 = d - 2 H1 = d - 1.5 P, d3 = d - 2 h3, d2 = D2 = d - 0.75 P, , 156, , Production & Manufacturing: Fitter (NSQF Level - 5) RT for Ex No. 2.3.107, , Copyright Free Under CC BY Licence
Page 171 :
S = 0.314 99 Ao, where Ao = basic deviation (= upper deviation) for external thread in the pitch diameter., Worm thread, This is similar to acme thread in shape but the depth of, thread is more than that of acme thread. This thread is, cut on the worm shaft which engages with the worm wheel., Figure 8 shows the elements of a worm thread., , The linear pitch of the worm thread must be equal to the, circular pitch of the worm gear. When the worm gear is of, D.P. then the linear pitch of the worm thread in mesh is, equal to p/DP. When the worm gear is of module teeth,, then the linear pitch of the worm thread is equal to module, x p. In some of the lathes, a chart illustrates the position, of levers of the quick change gearbox together with the, change gear connections for cutting D.P. or module worm, threads., Knuckle threads, The shape of the knuckle thread is not trapezoidal but it, has a rounded shape. It has limited application. The, figure shows the form of knuckle thread. It is not sensitive, against damage as it is rounded. It is used for valve, spindles, railway carriage couplings, hose connections, etc. (Fig 9), , The worm wheel and worm shaft are used in places where, motion is to be transmitted between shafts at right angles., It also gives a high rate of speed reduction. The worm, wheel is generally cut by diametral pitch (D.P) or module, pitch cutters. Diametral pitch (D.P) is the ratio between, the number of teeth to the pitch diameter (P.D.) of the, gear. Module is the ratio between the pitch diameter of the, gear and the number of teeth of the gear., , Production & Manufacturing: Fitter (NSQF Level - 5) RT for Ex No. 2.3.107, , Copyright Free Under CC BY Licence, , 157
Page 172 :
Production & Manufacturing, Fitter - Turning, , Related Theory for Exercise 2.3.108, , Principle of cutting screw thread in centre lathe, Objectives: At the end of this lesson you shall be able to, • state the principle of thread cutting by a single point tool, • list the parts involved in the thread cutting mechanism and state their functions, • derive formula for change gear calculation., Principle of thread cutting, The principle of thread cutting involves producing a uniform, helical groove on a cylindrical or conical surface by rotating, the job at a constant speed, and moving the tool longitudinally, at a rate equal to the pitch of the thread, per revolution of, the job., The cutting tool moves with the lathe carriage by the, engagement of a half nut with the lead screw. The shape, of the thread profile on the work is the same as that of the, tool ground. The direction of rotation of the lead screw, determines the hand of the thread being cut., Parts involved in thread cutting, Figures 1 & 2 illustrate how the drive is transmitted from the, spindle to the lead screw through a change gear, arrangement. From the lead screw the motion is transmitted, to the carriage by engaging the half nut with the lead screw., Derivation of the formula for change gears, Example, CASE 1 : To cut 4 mm pitch (lead) thread on the job in a, lathe having a lead screw of 4 mm pitch., , When the job rotates once, the lead screw should make, one revolution to move the tool by 4 mm. Hence, if the stud, gear (Driver) has a 50 teeth wheel, the lead screw should, be fixed with a gear of 50 teeth (Driven) to get the same, number of revolutions as the spindle. (Fig 3), , 158, , Copyright Free Under CC BY Licence
Page 173 :
CASE 2 : To cut 2 mm pitch threads instead of 4 mm in, the same lathe., When the job makes one rotation, the lead screw should, rotate 1/2 revolution so that the lead screw rotation is, slower. Therefore, the driven wheel (lead screw gear), should be of 100 teeth if the driver (stud gear) is of 50 teeth., (Fig 4), , CASE 3 : If we have to cut a 8 mm pitch thread on a job,, with a 4mm lead screw pitch, the tool should move 8 mm, per revolution of the job. The lead screw should rotate 2, revolutions when the job makes one rotation, making the, L S to run twice as fast as the spindle. So the driven wheel, (lead screw gear) should be of 25 teeth if the driver wheel, is of 50 teeth. (Fig 5), , Stating the above in a formula,, , Solved examples, 1 Find the change gears required to cut a 3 mm pitch on, a job in a lathe, having a lead screw of 6 mm pitch., (Fig 6), , Ratio = Driver = Lead of work, , Driver = 60 teeth, Driven = 120 teeth, 2 Find the change gears required to cut a 2.5 mm pitch, in a lathe, having a lead screw of 5 mm pitch. (Fig 7), , Let us compare the above three examples., Case 1, , Case 2, , Case 3, , 4, , 2, , 8, , Pitch(Lead) of L.S 4, , 4, , 4, , Driver, , 50, , 50, , 50, , Driven, , 50, , 100, , 25, , Examples :, Pitch(Lead)of job, , Production & Manufacturing: Fitter (NSQF Level - 5) RT for Ex No. 2.3.108, , Copyright Free Under CC BY Licence, , 159
Page 174 :
3 Calculate the gears required to cut a 1.5 mm pitch in a, lathe having a lead screw of 5 mm pitch. (Fig 8), , 160, , Production & Manufacturing: Fitter (NSQF Level - 5) RT for Ex No. 2.3.108, , Copyright Free Under CC BY Licence
Page 175 :
Production & Manufacturing, Fitter - Turning, , Related Theory for Exercise 2.3.109, , Principle of chasing screw thread, Objectives: At the end of this lesson you shall be able to, • state the necessity of a thread chasing dial, • state the constructional details of a British thread chasing dial, • state the functional features of a British thread chasing dial., Thread chasing dial, To catch the thread quickly and to save manual labour,, use of a chasing dial is very common during thread cutting by a single point cutting tool. A thread chasing dial is, an accessory., Constructional details (Fig 1), , The number of teeth on the worm gear is the product of, the number of threads per inch on the lead screw and the, number of numbered divisions on the dial., Each numbered division represents 1 inch travel of the, carriage., Let the worm wheel have 16 teeth, and the lead screw 4, TPI. The number of numbered graduations and unnumbered graduations are 4 each., The half nut can be engaged 8 times for one revolution of, the graduated dial. The movement of the carriage for one, complete revolution of the dial is 4". (Fig 2) Since the dial, is having totally 8 graduations marked, each graduation, represents 1/2" travel of the carriage., , The figure shows constructional details of a British thread, chasing dial. It consists of a vertical shaft with a worm, wheel made out of brass or bronze, attached to the shaft, at the bottom. On the top, it has a graduated dial. The, shaft is carried on a bracket in bearing (bush) which is, fixed to the carriage. The worm wheel can be brought into, an engaged or disengaged position with the lead screw as, needed. When the lead screw rotates it drives the worm, wheel which causes the dial to rotate. The movement of, the dial is with reference to the fixed mark (‘O’ index line)., , The chart given here shows the positions at which the half, nut is to be engaged when cutting different threads per, inch, when a British thread chasing dial with the above, data is fitted to the lathe., , The face of the dial is usually graduated into eight (8), divisions, having 4 numbered main divisions and 4 unnumbered subdivisions in between., , 161, , Copyright Free Under CC BY Licence
Page 176 :
THREAD CHASING DIAL CHART, Threads per inch to be cut, , Dial graduation at which the half nut can Reading on the dial illustrated, be engaged to catch the thread, , Threads which are a multiple, of the number of threads, per inch of the lead screw., , Engage at any position the half nut, meshes., , Use of dial unnecessary., , T.P.I. to be cut - 8, , Example, , 4, 1, T.P.I. on lead screw, DR, =, =, =, 8, 2, DN, T.P.I to be cut, , Predetermined travel = 1 x 1"= 1", 4 4, , The predetermined travel of 1/4" is represented by the dial position in the exact middle between any numbered division, and adjacent un-numbered division. The half nut engagement can be done at any position at which it can be engaged, (ie. 16 positions)., Referring to the dial is not necessary., Even number of threads, , Engage at any graduation, on the dial., , 8 positions, , 1, 1 1/2, 2, 2 1/2, 3, 3 1/2, 4, 4 1/2, , T.P.I. to be cut - 6, , Example, , 4, 2, DR, T.P.I. on lead screw, =, =, =, 6, 3, DN, T.P.I to be cut, , Predetermined travel = 2 x 1"= 1", 4 2, , The predetermined travel of 1/2" is represented by dial movement from any numbered division to the next adjacent, unnumbered division. The half nut can be engaged when any numbered or unnumbered graduation coincides with the, zero line (8 positions)., Odd number of threads, , Engage at any main division., 4 positions, , 1, 2, 3, 4, , T.P.I. to be cut - 5, , Example, DR, , T.P.I. on lead screw 4, 4, =, =, =, DN T.P.I. to be cut, 5, 5, , Predetermined travel = 4 x 1" = 1", 4, , The predetermined travel of 1" is represented by the dial movement from any numbered division to the next numbered, division or from any unnumbered division to the next unnumbered division. Therefore, if the first cut is taken when a, numbered division of the dial coincides with zero, then the half nut engagement for successive cuts can be done when, any numbered division coincides with the zero mark. If the first cut is taken when an unnumbered division coincides with, the zero, then the half nut for successive cuts, is engaged when any unnumbered division coincides with the zero., (4 positions), 162, , Production & Manufacturing: Fitter (NSQF Level - 5) RT for Ex No. 2.3.109, , Copyright Free Under CC BY Licence
Page 177 :
Half fractional number, of threads, , Engage at every other, main division., , 1&3, or, 2&4, , 2 positions, , Example, , T.P.I. to be cut - 3 1/2, DR, , T.P.I. on lead screw, =, , DN, , 4, =, , T.P.I. to be cut, , 8, , Predetermined travel = 8 x 1" = 2", 4, , =, 3 1/2, , 7, , The half nut can be engaged only at opposite numbered or unnumbered graduations (2 positions)., Quarter fractional number, of threads, , Engage at the same, main division., , 1, or, 2, or, 3, or, 4, , 1 position, Example, , T.P.I. to be cut - 2 3/4, DR, , T.P.I. on lead screw, =, DN T.P.I. to be cut, , 4, =, , 16, =, , 2 3/4, , 11, , Predetermined travel = 16 x 1" = 4", 4, , The half nut can be engaged to catch the thread only when the same numbered or unnumbered graduated line, at which, the first cut is taken, coincides with the zero line (1 position only)., T.P.I. to be cut - 1 3/8, , Example, DR, , T.P.I. on lead screw, =, , DN, , 4, =, , T.P.I. to be cut, , 32, =, , 1 3/8, , 11, , Predetermined travel = 16 x 1" = 4", 4, , The half nut engaged for the first cut should remain at the engaged position till thread cutting is completed and the machine, is reversed as it takes a long time to cover the predetermined travel arrived at by calculation., Example, , T.P.I. to be cut - 1 3/8, DR, , T.P.I. on lead screw, =, , DN, , 4, =, , T.P.I. to be cut, , 32, =, , 1 3/8, , 11, , Predetermined travel = 32 x 1" = 8", 4, , The half nut engaged for the first cut should remain at the engaged position till thread cutting is completed and the machine, is reversed as it takes a long time to cover the predetermined travel arrived at by calculation., , Production & Manufacturing: Fitter (NSQF Level - 5) RT for Ex No. 2.3.109, , Copyright Free Under CC BY Licence, , 163
Page 178 :
Centre gauge, Objectives: At the end of this lesson you shall be able to, • define centre gauge, • write the uses of centre gauge., Centre gauge: (Fig 1), , the image, the gauge on the left is called a fishtail gauge, or centre gauge, and the one on the right is another style, of center gauge., These gauges are most commonly used when hand, grinding threading tool bits on a bench grinder, although, they may be used with tool and cutter grinders., When the tool bit has been ground to the correct angle,, they may then be used to set the tool perpendicular to the, workpiece., , Centre gauges and fish tail gauges are gauges used in, lathe work for checking the angles when grinding the profiles of single point screw cutting tool bits and centers. In, , They can incorporate a range of sizes and types on the, one gauge, the two most common being metric or UNS at, 600, and BSW at 550. Gauges also exist for the acme, thread form., , Tool setting - external thread, Objectives: At the end of this lesson you shall be able to, • tool setting to cut external thread by half angle method., Check the diameter of the workpiece to be threaded by, referring to the drawing., To provide thread clearance, it is good practice, to turn the diameter of the workpiece, undersize depending upon the requried., Set the lathe spindle speed to about one fourth of the, turning speed., Set the gerarbox according to the pitch of thread to be, cut., Swivl the compound slide to 90° from the horizontal position to bring it in line with the cross-slide., Swivel to the right 1° less than the half included angle of, the thread it is a right hand thread. (Fig 1), The angle to which the compound rest is set, affects the cutting action of the cutting tool by, producing a shearing action on the trailing, edge of the tool. THis produces a smooth cut., Set the tool in the tool post with a minimum overhand, perpendicular to the axis and also set with a centre gauge., (Fig 2), Mark out the length of the workpiece to be threaded., Chamfer the end of the workpiece surface with the leading, edge of the cutting tool to a depth, just greater than the, minor diameter of the thread to be cut., , 164, , Advance the cutting tool to the work surface by operating, the cross-slide hand wheel., When the tip of the tool just touches the work surface,, stop further advancement and set the cross-slide and, compount slide graduated collars to zero., Move the carriage to the right until the end of the tool, clears the work., Feed the tool in about 0.1 mm using the top slide hand, wheel., , Production & Manufacturing: Fitter (NSQF Level - 5) RT for Ex No. 2.3.109, , Copyright Free Under CC BY Licence
Page 179 :
Check the thread formation with a pitch gauge., Advance the tool by the cross-slide hand wheel toll zero, postion., Give depth of cut with the top slide handle., Start the machine and allow the tool to cut the thread., (Fig 6), Engage the half nut referring to be chasing dial., Take a trial cut along the workpiece to be threaded. (Fig 3), , Use plenty of coolant during theading., Repeat the steps till the required depth is reached. (Fig 7), At the end of the trial cut, withdraw the tool immediately,, winding it clear off the workpiece by operating the, crossslide hand wheel and simultaneously reversing the, machine. (Fig 4), , Allow the carriage to move to the right till it is cleared from, the end of the work, and stop the machine. (Fig 5), , Note: At the end of each cut, the tool is, withdrawn from the work by the cross-slide, hand wheel and the carriage is brought to the, starting point. The cross-slide hand wheel is, brought to zero position and a depth of cut is, given by the top slide., , Production & Manufacturing: Fitter (NSQF Level - 5) RT for Ex No. 2.3.109, , Copyright Free Under CC BY Licence, , 165
Page 180 :
Cutting an internal thread, Objectives: At the end of this lesson you shall be able to, • tool setting to cut an internal thread., Mount the job on four jaw chick/three jaw chuck/ collect., Drill and bore the job to the core diameter of the thread to, required length/through hole., For a blind hole, cut a recess at the end of the bore enough, to permit the cutting tool to clear thread., The recess must be larger than the major diameter of the, thread. (Fig 1), , Mark the boring bar to indicate the required depth to entry, into the bore., Ensure that the boring bar does not foul anywhere on the, job., Chamfer the front end to 2x45°., Set the compount rest at 29° to cut 60° included angle as, shown in Fig 2., , Reverse the cross slide until the tool point just touches, the bore., Set the cross-slide and compount slide graduated collars, to zero., Withdraw the cutting tool from the bore., Set the spindle speed to 1/3 of the calculated r.p.m., Start the machine., Adjust the depth of cut to 0.1 mm., Engage the half nut., At the end of the cut, simultaneously reverse the chunk, and clear the tool just away from the thread., Ensure that the tool should not touch the thread in both, side of the bore., , Set the gear box levers to the required pitch., Fix the correctly ground threading tool in a boring bar., Fix the boring bar parallel to the lathe centre line and set, the point of the cutting tool to lie on the centre., , When cutting tool comes out of the bore stop the machine., Give the depth of cut and run the machine in forward direction. Similarly finish the thread until final depth is achieved., Check the finished thread with a thread plug gauge or a, threaded bolt., , Align the cutting tool with a help of centre gauge as shown, in Fig 3., , 166, , Production & Manufacturing: Fitter (NSQF Level - 5) RT for Ex No. 2.3.109, , Copyright Free Under CC BY Licence
Page 181 :
Screw pitch gauge (Refer Related theory ex.no. 2.1.68-69), Objectives: At the end of this lesson you shall be able to, • state the purpose of a screw pitch gauge, • state the features of a screw pitch gauge., For obtaining accurate results while using the screw pitch, gauge, the full length of the blade should be placed on the, threads. (Fig 1), , Production & Manufacturing: Fitter (NSQF Level - 5) RT for Ex No. 2.3.109, , Copyright Free Under CC BY Licence, , 167
Page 182 :
Production & Manufacturing, Fitter - Basic Maintenance, , Related Theory for Exercise 2.4.110, , Total productive maintenance, Objectives: At the end of this lesson you shall be able to, • explain the concept of TPM, • state advantages of TPM, • explain the concept of OEE, • describe the components of OEE and their effects., Total Productive Maintenance(TPM) concepts, TPM aims to maximize overall equipment effectiveness., Establishes a complete system of productive maintenance, for the machines/equipments entire lifespan is implemented by various departments. [Engineering, Operations,, Maintenance, Quality and Administration], TPM can be considered as the medical science of machines., TPM involves every single employee, from top management to all the operators on the shop floor. TPM raises, and implements productive maintenance based on autonomous small group activities., TPM is a maintenance program which involves a newly, defined concept for maintaining plants and equipments., The goal of TPM is to an extent increase production while,, at the same time, increasing employee morale and job, satisfaction., TPM brings maintenance into focus as a necessary and, vitally important part of the business. It is no longer regarded as a non-profit activity., Downtime for maintenance is scheduled as a part of the, manufacturing day. In some cases as an integral part of, the production process., The goal of TPM is to stop the emergency and unscheduled maintenance., Form different teams to reduce defects and self maintenance., Advantages of TPM, -, , Avoids wastage in quickly changing economic, environment., , -, , Produces goods without reducing product quality., , -, , Reduces maintenance cost., , -, , Produces a low batch quantity at the earliest possible, time., , -, , Ensures the non defective goods to the customers., , -, , Reduce customers complaints., , -, , Reduce accidents., , -, , Follow pollution control measures., , -, , Favourable change in the attitude of the operator., , Overall equipment effectiveness (OEE), Overall equipment effectiveness (OEE) is a concept utilized in a lean manufacturing implementation. OEE is, described as one such performance measurement tool, that measures different types of production loses and indicate areas of process development. The OEE concept, normally measures the effectiveness of a machine center, or process line, but can be utilized in non-manufacturing, operation also., The high level formula for the lean manfacturing OEE is, OEE = Availability x Productivity x Quality, Availability, The availability is part of the above equation measures the, percentage of time the machine/equipment of operation, was running compared to the available time. For example, if the machine was available to run 20 hours but was only, run for 15, then the availability is 75 percent 15/20. The, five hours when the machine didn’t run would be set up, time, breakdown or other downtime. The 4 hours the company did not plan to run the machine is rarely used in the, calculation., Performance, The performace part of the equation measures the running, speed of the operation compared to its maximum capability often called the rated sppe. For example, if a machine, produced 80 pieces per hour while running, but the capability of the machine is 100, then the performance is 80%, (80/100). The concept can be used multiple ways depending on the capability number. For example, the machine, might be capable of producing 100 pieces per hour with, the perfect part, but only 85 on that particular order. When, the capability of 100 is used for the calculation, the result, is more a measure of facility OEE., , 168, , Copyright Free Under CC BY Licence
Page 183 :
Quality, , Autonomous Maintenance, , The third portion of the equation measures the number of, good parts produced compared to the total number of parts, made. For example if 100 parts are made and 95 of them, are good, the quality is 95% (95/100)., , Autonomous Maintenance put simply is the restoration, and preventionof accelerated deterioration and has a major positive effect on OEE. It is a step by step improvement process, rather than production teams taking on, maintenance tasks., , Combining the above example into the OEE equation the, OEE is, OEE = 75% x 80% x 95% = 57%, , •, , Understanding the equipment functions and safety, risks., , The seven steps of Autonomous Maintenance, 1 Initial cleaning, (Initial inspection & registration), , - Detect problem of the lives and restore the, original state., - Start managing the line autonomously, (5s, Minor stops, quality) autonomously, - Create & perform temporary “cleaning/lubrication, produces”, , 2 Source of contamination, & Hard-to-reach areas, , 3 Standard of cleaning & lubrication, , - Solve “sources of contamination” and hard, to reach clear (Cleaning, Inspection, lubrication), - Develop tentaive standards for cleaning, lubrication and inspection., , 4 General Inspection, , - Provide training on their equipments, products, and materials, inspection skills and other Am, skills., , 5 Autonomous Inspection, , - Develop a routine maintenance standard, by operations., , 6 Standadize autonomous maintenance, operation, , - Standadize routine operation related to work, place management such as quality inspection, of products, life cycle of jigs, tools, set up, operation and safety, , 7 Autonomous management, , - Autonomous team working., , Production & Manufacturing: Fitter (NSQF Level - 5) RT for Ex No. 2.4.110, , Copyright Free Under CC BY Licence, , 169
Page 184 :
Production & Manufacturing, Fitter - Basic Maintenance, , Related Theory for Exercise 2.4.111, , Routine maintenance, Objectives: At the end of this lesson you shall be able to, • state the need for routine maintenance, • describe the functions of routine maintenance, • state the advantages of routine maintenance., Routine Maintenance, -, , In order to get trouble free service from productive equipment., , -, , Following activities is necessary to carry out., i, , Lubrication, , ii Periodic inspection, iii Adjustments of various parts, iv Cleaning, , maintenance event is preplanned, and all future maintenance is preprogrammed. Planned maintenance is created for every item separately according to manufacturers, recommendation or legislation. Plans can be date-based,, based on equipment running hours, or on the distance, travelled by the vehicle. A good example of planned maintenance program is car maintenance, where time and distance determine fluid change requirements. A good example of condition based maintenance is the oil pressure, warning light that provides notification that you should stop, the vehicle because engine lubrication has stopped and, failure will occur., , All the above maintenance operations are carried out while, the machine is running or during pre-planned shutdowns., , Planned maintenance has some advantages over condition-based maintenance (CBM), such as:, , This type of maintenance may prevent breakdown of equipments., , •, , Easier planning of maintenance and ordering spares., , •, , Costs are distributed more evenly., , Routine maintenance should not interfere with production, schedules., , •, , No initial costs for instruments used for supervision of, equipment., , Planned preventive maintenance (PPM), more commonly, referred to as simply planned maintenance (PM) or scheduled maintenance, is any variety of scheduled maintenance, to an object or item of equipment. Specifically, planned, maintenance is a scheduled service visit carried out by a, competent and suitable agent, to ensure that an item of, equipment is operating correctly and to therefore avoid, any unscheduled breakdown and downtime., , Disadvantages are:, , Along with condition based maintenance planned maintenance comprises preventive maintenance, in which the, , •, , Less reliable than equipment with fault reporting associated with CBM., , •, , More expensive due to more frequent parts change., , •, , Requires training investment and on going labour costs., , Parts that have scheduled maintenance at fixed intervals,, usually due to wearout or a fixed shelf life, are sometimes, known as time-change interval or TCI items., , Maintenance schedule, Objective: At the end of this lesson you shall be able to, • describe the normal procedure followed in machine tool maintenance in shop floor., Any kind of action or activity there should be some procedure and sequence likewise maintenance also has some, normal procedure to execute the maintenance activity without any confusion. If maintenance is not followed any, procedure there will be time loss and the machine and, equipment could not be ready in time. The procedure, guides the maintenance people how to start, execute,, where to inpect and how to complete the maintenance in, time. The maintenance is carried out with the following, procedure., , -, , Initial cleanup, , -, , Identification of fault, , -, , Dismantling, , -, , Inspection, , -, , Identification of cause for defect, , -, , Inspection and replacement/ Repair of spares, , -, , Reassembling, , 170, , Copyright Free Under CC BY Licence
Page 185 :
-, , Trial run, , -, , Inspection with standards, , -, , Maintaining records, , Inspection and replacement/ repair of spares, The damaged or broken spares are procured from stores/, repaired and the same is inspected to the standards., , Initial cleanup, , Reassembling, , Main machine, connected accessories, lubrication system, panels and adjacent parts are to be cleaned first., , The next course of action is assembling the parts in reverse manner of dismantling order., , Identification of fault, , Trial run, , The fault of the machine is to be identified by visual inspection and getting information from the complaint and, justified the same., , After completion of assembling the machine is to run first, manually and all the lubrication, electrical connection to, be given. Finally the machine should run on is trial run for, some time and observed for any unusual sound from the, machine., , Dismantling, The fault area is dismantled with the referring to the manual, and all the spares are kept seperate in a tray and preserved safely., Inspection, All the dismantled parts such as gear, bearing, shaft, key,, etc. are cleaned and inspected for any damages. Any, damages/breakage is recorded in the maintenance checklist., Identification of cause for defect, , Inspection with standards, The machine is finally checked/inspected for geometry, accuracy safety hazards etc., according to the manufacturer standard any other recommended standard as required by the nature of maintenance work carried., Maintaining records, All the activities related to fault attended, spares changed,, etc. to be recorded in the inspection report/maintenance, record, machine history cards suitably for future reference., , The defect in spare parts thoroughly examined and, analysed the causes for damage and the same has to be, rectified., , Production & Manufacturing: Fitter (NSQF Level - 5) RT for Ex No. 2.4.111, , Copyright Free Under CC BY Licence, , 171
Page 186 :
Production & Manufacturing, Fitter - Basic Maintenance, , Related Theory for Exercise 2.4.112, , Preventive maintenance, Objectives: At the end of this lesson you shall be able to, • state the need for preventive maintenance, • describe the functions of the P M department, • state the advantages of P M, • state the advantages of maintenance records and periodic inspection of machines., Need for Preventive maintenance, , Functions of preventive maintenance department, , The machine tools are of high precision, and are sensitive, and expensive., , -, , Periodic inspection of machines and equipments as, per the ‘Check- lists’. (Annexure I), , -, , Lubrication of machines and equipments as per the, manufacturer’s instruction manuals., , -, , Servicing and overhauling of machine and equipment, as per the P M schedule., , -, , Keeping basic records of each machine and equipment., (Annexure II), , -, , Analysis of inspection reports and systematic review, of reports of machines and equipments., , They must be handled and maintained carefully in order to, give good and long service., The basic function of the maintenance department is the, upkeep of the machines and equipments in good operating, condition., Earlier the maintenance of the equipment used to receive, attention only when the equipment suffered some set-back, or breakdown as a result of some minor/major fault. Such, breakdowns not only brought a serious production holdup but also used to upset the production flow of the industry, where the other equipment also had to stand idle. This, resulted in a more cautious approach to the maintenance, of the equipment and this brought up the more scientific, way of tackling the maintenance problem, through, preventive maintenance. (P M), Preventive maintenance, Preventive maintenance consists of a few engineering, activities which help to maintain the machine tools in good, working order., The basic activities of preventive maintenance are the:, -, , -, , Periodic inspection of machines and equipments to, uncover conditions leading to production breakdowns, or harmful depreciation, Upkeep of machines and equipments to avoid such, conditions or to adjust, repair or replace them while, they are still in the initial stages., , Advantages of preventive maintenance system, -, , Less down time in production., , -, , Improves quantity and quality of product., , -, , Standby equipment is not needed which saves capital, investment., , -, , Lower unit cost of manufacture., , -, , Reduces major and repetitive repairs of machines., , -, , P.M. helps in prolonging the life of the machines, and reduction in un-expected breakdowns., , Periodic inspection of machines and equipments as, per the check-list, The check-list items for the inspector about all the points, to be checked on individual machines. While preparing, the check-list of the machine, make sure that no machine, part or item that is omitted needs attention. The inspection, of machine tools like lathe and drilling machine includes, the following., -, , Driving system and feeding system, , -, , Lubricating and coolant system, , -, , Slides and wedges and gibs, , -, , Belts, bearings, clutch, brake and operating controls, , -, , Guideways, lead screws and their mating parts, , After inspection of each machine, the inspector has to, make out the list of parts which need repairs or spares for, replacement., Frequency of inspection, The frequency of inspection depends on the age, kind of, machine and its operating conditions. Frequent inspection, of machines and equipment may be expensive and, frequency with long intervals may result in more, breakdowns. A good balance is needed to bring optimum, savings., , 172, , Copyright Free Under CC BY Licence
Page 187 :
Lubrication of machines and equipments, The length of time a machine will retain its accuracy and, give satisfactory service depends on the lubrication and, care it receives. It is essential that lubrication of machines, should be carried out systematically at regular intervals, as recommended in the service manual supplied by the, machine manufacturer., The manufacturer’s manual contains all the necessary, details like grade of oil, grease, oiling and greasing points, and also indicates the time intervals of lubrication., Maintenance records (Annexure III), , Keep a detailed record of faults, failures, repairs and, replacements done for machines. It is useful to analyse, the cause of a fault and rectification., Maintenance records analysis, Systematic review and regular analysis of the equipment, records will help to:, -, , Re-design the weak part which gives repetitive trouble, , -, , Substitute with better material for high cost items, , -, , Minimise frequent breakdowns, , -, , Reduce the cost of production., , Keep a detailed record of faults, failures, repairs and, replacements done for machines. It is useful to analyse, Preventive Maintenance Programme, Name of the Machine :, Machine Number, , :, , Model No. & Make, , :, , Location of the machine :, , Annexure I, CHECK-LIST FOR MACHINE INSPECTION, , Inspect the following items and tick in the appropriate column and list the remedial measures for the defective items., Items to be checked, , Good working/satisfactory, , Defective, , Remedial measures, , Level of the machine, Belt and its tension, Bearing sound, Driving clutch and brake, Exposed gears, Working in all the speeds, Working in all feeds, Lubrication system, Coolant system, Carriage & its travel, Cross-slide & its movement, Compound slide & its travel, Tailstock’s parrallel movement, Electrical controls, Safety gaurds, Inspected by, Signature, Name :, Date :, , Signature of in-charge, Production & Manufacturing: Fitter (NSQF Level - 5) RT for Ex No. 2.4.112, , Copyright Free Under CC BY Licence, , 173
Page 188 :
EQUIPMENT RECORD, , Annexure II, , History sheet of machinery & equipment, Description of equipment:, Manufacturers’ address:, Supplier’s address:, Order No. and date:, Date on which received:, Date on which installed and placed:, Date of commissioning:, Size:, , Length X Width X Height, , Weight:, Cost:, Motor particulars:, , Watts:, , r.p.m:, , Phase:, , Bearings/Spares record:, Belt specification:, Lubrication details:, Major repairs and overhauls, carried out with dates., , 174, , Production & Manufacturing: Fitter (NSQF Level - 5) RT for Ex No. 2.4.112, , Copyright Free Under CC BY Licence, , Volts
Page 189 :
Annexure III, MAINTENANCE RECORDS, Sl.No, , Name of the machine, , Nature of fault rectified, , Date, , Signature of in-charge, , Production & Manufacturing: Fitter (NSQF Level - 5) RT for Ex No. 2.4.112, , Copyright Free Under CC BY Licence, , 175
Page 190 :
Difference between breakdown maintenance and preventive maintenance, Sl.No., , Breakdown Maintenance, , Preventive Maintenance, , 1, , Maintenance is undertaken only after, breakdown, , Maintenance is undertaken only before, breakdown, , 2, , No attempt is made to prevent breakdown, , Maintenance is made to prevent breakdown, , 3, , This is unpredictable activity, , Predictable activity, , 4, , Maintenance cost less, , Cost of maintenance is high, , 5, , Not suitable for equipments like cranes, hoists,, pressure vessels, , Can be applied to all types of equipments, , 6, , Results in production loss and more “Down time”, , Such disadvantages are eliminated, , Reactive Maintenance, , Purpose of maintenance, , The oldest maintenance approach is reactive. Equipment, is not repaired or replaced until it breaks. In this, maintenance equipment fails with little or no warning so, this could be down until replacement parts arrive, resulting, in income loss. In this maintenance cost and down time, increased and also create safety issues. Reactive, maintenance can be suitable in some situation such as, for non critical and low cost equipment with little or no risk, of capital loss or production loss., , The importance use of routine maintenance is to ensure, that all equipment required for production is operating at, 100% efficiency at all times. Through short daily, inspections, cleaning, lubricating and making small, adjustment small problems can be detected and corrected, before they become major problem that can shutdown a, production line. A good maintenance program requires, company wide participation and support by everyone, ranging from the top executive to the shop floor personel., , Importance of breakdown maintenance and, preventive maintenance in productivity, The importance of an effective maintenance program, cannot be overlooked because it plays such an important, role in the effectiveness of lean manufacturing. As in, personal health care insurance, maintenance may be, considered the health care of our manufacturing operation,, business or service operation. The cost of routine, maintenance is very small when its compared to the cost, of a major breakdown at which time there is no production., , 176, , Production & Manufacturing: Fitter (NSQF Level - 5) RT for Ex No. 2.4.112, , Copyright Free Under CC BY Licence
Page 191 :
Production & Manufacturing, Fitter - Basic Maintenance, , Related Theory for Exercise 2.4.113, , Inspection, types of inspection and gadgets for inspection, Objectives: At the end of this lesson you shall be able to, • retrieval of data from machine manual, • state the need of inspection, • state the function of inspection, • list out the type of inspection, • discuss the each type of inspection, • list out the gadgets used for inspection., Retrieval of data from machine manual, , Inspection, , Manual is one of the integral and necessary literary part, that the operator has to know before handling and, operationg the machine. It will be provided by true manufacturer along with the supply of the machine., , Inspection is necessary for any machine/equipment where, remarkable risk to health and safety may arise from wrong, installation, re-installation or any other circumstances. The, purpose of inspection is to find whether machine can be, operated, adjusted and maintained safely. The need for, inspection and inspection intervals to be determined, through risk assessment., , Manual furnish all information about the machine like size, of the machine, foundation and errection method, safety, procedure to be followed, operating procedure and periodical maintenance required., The machine manual will also provide about the required, power supply, safety precaution grade of lubrication oil to, be used etc., availability of suitable spare parts and details of dealer/supplier has to be provided in the manual, otherwise use of any other parts will not suit and the machine will get damaged., We have to refer and follow manual if any problem/defects, arises during operation of the machine., The manual will also provide the brand and type of tools, that can be used, time period/life of the tools to be replaced based on the usage and periodical inspection to, be carried out., In general manual to provide information right from starting, of the machine, operating method of machine and stopping the machine, incase of emergency to stop the machine., , The summary of inspection should be recorded and same, should be kept atleast until the next inspection of that, machine. Machine/equipment that required inspection, should not be used unless the machine has been inspected., If the machine/equipment obtained from any other source, (eg. hired). One should be ensure that physical evidence, of last inspection is accompanied with the machine, such, as inspection report, some form of tagging, labelling system or colour coding., Function of Inspection in maintenance, 1 Periodic inspection of machines and equipments as, per checklist (Annexure 1), 2 Keeping basic records of each machine & equipments., 3 Preparation of list which need for repairs (or) spare for, replacements., 4 Analysis of inspection report and systematic review of, reports of machines/equipments., 5, , Assigning of frequency of inspection., , The following Annexure 1,2 and 3 are the formats used in, maintenance inspection., , 177, , Copyright Free Under CC BY Licence
Page 192 :
Annexure I, INSPECTION CHECK-LIST, Name of the machine, , :, , Machine No, , :, , Model No, , :, , Location of the machine :, , Inspect the following items and tick in the appropriate column and list the measures for the defective items., Item to be checked, , Good working/Satisfactory/Status, , Defective Remedial measures, , Availability of machine manual, Safety guards, Installation, Level of the machine, Belt and its tension, Bearing sound, Driving clutch and brake, Exposed gears, Working in all the speeds, Working in all the feeds, Lubrication system, Coolant system, Sliding part and its travel, Safety and limit switches, Electrical controls, Proper lighting, Emergency stop, Alarm speciality, Condition of work holding devices, Condition of tool holding devices, Condition of accessories and, attachments, Chip collection and disposal, Conclusion of inspection, Recommendations, Inspected by, Signature, Name, , :, , Date, , :, Signature of incharge, , 178, , Production & Manufacturing: Fitter (NSQF Level - 5) RT for Ex No. 2.4.113, , Copyright Free Under CC BY Licence
Page 193 :
Annexure II, EQUIPMENT RECORD, History sheet of machinery & Equipment, Description of equipment, Manufacturer’s address, Supplier’s address, Order No. and date, Date on which received, Date on which installed and placed, Date of commissioning, Size:, , Length x Width x Height, , Weight, Cost, Motor particulars, , Watts/H.P./, , r.p.m:, , Phase:, , Volts:, , Bearings/ spares/ record, Belt specification, Lubrication details, , Major repairs and overhauls, carried out with dates, , Production & Manufacturing: Fitter (NSQF Level - 5) RT for Ex No. 2.4.113, , Copyright Free Under CC BY Licence, , 179
Page 194 :
Production & Manufacturing, Fitter - Basic Maintenance, , Related Theory for Exercise 2.4.114, , Lubrication survey, Objectives: At the end of this lesson you shall be able to, • state the benefit of lubrication survey, • prepare the cost estimation., How does a Lubrication survey work?, , These places are indicated in the maintenance manuals, with symbols as shown in Fig 1., , Lubrication survey of all equipment that requires lubrication., •, , By points of lubrication, , •, , Recommended LE products, , •, , Application methods, , •, , Drain or lube intervals, , •, , Special remarks, , The materail is compiled and a report is returned with the, recommended lubricants for all of your equipment included., What are the benefits of a Lubrication survey?, •, , A key part of a good preventive maintenance program., , •, , Product consolidation, -, , Reduces inventory requirements, , -, , Minimizes product misapplication, , •, , Assists maintenance personnel in seeing that all, lubrication points are lubricated as scheduled., , •, , Reduces downtime and repair parts. Minimizes time, spent with OEM manuals researching proper lubricants., , •, , Easily updated by your LE Representative to keep the, survey effective., , •, , Increases equipment life., , Increase your profitability, Preventing equipment downtime is directly reflected in, increased productivity. A refocus from the repair maintenane, philosophy to the preventive approach is needed., Hints for lubricating machines, •, , Identify the oiling and greasing points, , •, , Select the right lubricants and lubricating devices, , •, , Apply the lubricants, , The manufacturer’s manual contains all the necessary, details for lubrication of parts in machine tools. Lubricants, are to be applied daily, weekly, monthly or at regular, intervals at different points or parts as stipulated in the, manufacturer’s manual., , The best guarantee for good maintenance is to follow the, manufacturer’s directives for the use of lubricants and, greases. Refer to the Indian Oil Corporation chart for, guidance., The lubricant containers should be clearly labelled. The, label must indicate the type of oil or grease and the code, number and other details. Oil containers must be kept in, the horizontal position while the grease container should, be in the vertical position., Cost Estimating Methods, Engineering Estimate with this technique, the system, being costed is broken down into lower level components, (such as parts or assembles), each of which is costed, separately for direct labour, direct material and other costs., Engineering estimates for direct labour hours may be, based on analyses of engineering drawings and contractor, or industry wide standards. Engineering estimates for direct, material may be based on discrete raw material and, purchase part requirements. The remaining elements of, cost (such as quality control of various overhead changes), may be factored from the direct labour and materials costs., The various discrete cost estimates are aggregated by, simple algebraic equations (hence the common name, ‘bottoms-up estimate). The use of engineering estimates, requires extensive knowledge of a system’s (and its, components) characteristics and lots of detailed data., , 180, , Copyright Free Under CC BY Licence
Page 195 :
Simple estimation of material, Objectives: At the end of this lesson you shall be able to, • state the purpose of estimation, • explain the details of formats for estimation sheet, Estimation is the method of calculating the various, quantities and the expenditure to be incurred on a particular, job or process., In case the funds available are less than the estimated, cost the work is done in part or by reducing it or, specifications are altered,, The following essential details are required for preparing, an estimate., Drawings like plan, elevation and sections of important, parts., Detailed specifications about workmanship & properties, of materials, etc., , Standard schedule of rates of the current year., Estimating is the process of preparing an approximation, of quantities which is a value used as input data and it is, derived from the best information available., An estimate that turns out to be incorrect will be an, overestimate if the estimate exceeded the actual result,, and an underestimate if the estimate fell short of the actual, result., A cost estimate contains approximate cost of a product, process or operation. The cost estimate has a single total, value and it is inclusive of identifiable component, values., , Hand box and reference table, , Reference table, , A hand book is a type of reference work, or other collection, of instruction. That is intended to provide ready reference., The term originally applied to a small portable book, containing information useful for its owner, but the oxford, english disctionary defines as “any book .... givng, information such as facts on a particular subject, guidence, in some art or occupation, instruction for operating a, machine etc. A handbook is sometimes referred to as a, pocket reference., , A refereance table may mean a set of references that are, author may have cited (or) gained inspiration from whilst, writing an article, similar to a bibliography., It can also mean an information table that is used as a, quick and easy reference for things that are difficult to, remember such as comparing imperial with metric, measurements. This kind of data is known as reference, data., , Hand book may deal with any topic, and arc generally, having compact information in a particular field (or), technique. They are designed to be easily consulted and, provides quick answer in a certain area., Example of engineering hand book include parry’s, cheorikal engineers hand book, mark standard hand book, for machine engineer and the CRC hand book of chemistry, and physics., , Production & Manufacturing: Fitter (NSQF Level - 5) RT for Ex No. 2.4.114, , Copyright Free Under CC BY Licence, , 181
Page 196 :
ESTIMATION SHEET, , Part Name:, , Part No.: 1, , Assembly:, , Material: Fe310.0, , Assembly No.:, , Stock size: ∅ 80 ISR-70L, , Operation, No., , 182, , Operation, description, , Insert Part Drawing, , Lathe, , Estimated, time, , Rate /, per hr., Rs.100.00, , 01, , Setting and aligning job on lathe, , -, , 10 min, , 02, , Set speed and feed, , -, , 2 min, , -, , 03, , Align cutting tool in position, , -, , 2 min, , -, , 04, , Turn the job, , -, , 50 min, , -, , 05, , Chamfer 45º angle corner, , -, , 8 min, , -, , 06, , Reverse the job on Lathe, , -, , 10 min, , -, , 07, , Turn the job, , -, , 20 min, , -, , 08, , Chamfer 45º on other side, , -, , 20 min, , -, , 09, , Centre drilling, , -, , 10 min, , -, , 10, , Mount drill chuck and drill, using tail stock, , Drilling, , 03 min, , -, , 11, , Set drill rpm, , Drilling, , 02 min, , -, , 12, , Drill holes, , Drilling, , 20 min, , -, , 13, , Set the boring tool, , Drilling, , 15 min, , -, , 14, , Bore to the required diameter, , 08 min, , -, , 15, , Check the bore dia, , 10 min, , -, , 16, , Deburr the job and clean the, machine, , 10 min, , -, , 17, , Total hours, , 18, , Total estimation, , -, , 200 min, , Rs. 333.00, , Production & Manufacturing: Fitter (NSQF Level - 5) RT for Ex No. 2.4.114, , Copyright Free Under CC BY Licence, , Tools, , vernier bevel, protractor, , Inside, micrometer or, bore dial, gauge
Page 197 :
Production & Manufacturing, Fitter - Basic Maintenance, , Related Theory for Exercise 2.4.115, , Causes for assembly failures and remedies, Objectives: At the end of this lesson you shall be able to, • state the poor assembly, • list out poor service conditions, • state the cost of operation., Poor assembling, , Cost of operation, , Error in assembly can result due to various reasons such, as ambiguous, insufficient or inappropriate assembly procedure, misalignment, poor workmanship. Sometimes,, failures are also caused by the inadvertent error performed, by the workers during the assembly. For example, failure, of nut and stud assembly (used for holding the car wheel), by fatigue can occur owing to lack of information regarding sequence of tightening the nuts and torque to be used, for tightening purpose; under such conditions any sort of, loosening of nut which is subjected to external load will, lead to fatigue failure., , Decide each operation to be performed on flanges like, Drilling, machinig and boring. While selecting the process, do take care of sequence of operation as it matters a lot, on costing., You need to allot time required for particular opeation considering all factors of machine. On their basis of price of, machine, depreciation and cost of electricity consumed, you need to finalise cost of machine running per hour., Now multiply time required for particular opeation and, machine running cost/hour, , Poor service conditions, Tools Cost, Failure of an engineering component can occur due to, abnormal service condition experienced by them for which, they are not designed. These abnormal service conditions, may appear in the form of exposure of component to excessively high rate of loading, unfavourable oxidative, corrosive, erosive environment at high or low temperature, conditions for which it has not been designed. The contribution of any abnormality in Service conditions on the failure can only be established after thorough investigation, regarding compatibility of the design manufacturing (such, as heat treatment) and material of the failed components, with condition experienced by them during the service., , •, , Cost of Labour: For each piece calculate total working time consumed and calculate total cost need to, pay to labour., , •, , Accidental/Risk/Rejection cost: As manufacturing of, flange is a manural process, there may be chances of, rejection of material, so this cost should be considered., , The simple method is add 1 piece’s rate if manufacturing, 100 qty in bulk, •, , Packaging and handling cost: Generally 2% of basic, cost, , •, , Profit: Approx 5 to 15% to basic cost, , •, , Admin and depreciation cost, , Weight of raw mateiral, Calculate theoretically weight of material, calculate volume of material and multiply with density of mateiral. It, gives you exact weight of raw material required., While calculating weight do not consider final dimension, always consider plus size for machining and other operation., , 183, , Copyright Free Under CC BY Licence
Page 198 :
Production & Manufacturing, Fitter - Basic Maintenance, , Related Theory for Exercise 2.4.116, , Assembly techniquies, Objectives: At the end of this lesson you shall be able to, • name the common techniques used for assembling components, • distinguish between the application of dowelling, pinning, staking, brazing and use of adhesives for assembling, components., In machine shop assembly various methods are used for, securing components together. A few of the common, methods are:, , These are fitted like dowels in reamed holes and held in, position by a retaining ring., Cotter pins (Fig 3), , -, , Dowelling, , -, , Pinning, , -, , Staking, , -, , Brazing/Hard soldering, , -, , Using of adhesives, , Dowelling (Fig 1), , Taper pins (Fig 4), , This is used for accurate positioning of two or more parts., This allows the parts to be separated and relocated in, position. Different types of dowels are used depending on, the type of assembly., The components dowelled are always fixed with retaining, screws in the assembly., Pinning, This is also a method of locating and securing components, together. Pins are of different types., Parallel pins (Fig 2), , Taper pins will position parts accurately. The component, can be dismantled easily and assembled without any, change in location., The holes for fitting taper pins are finished using taper pin, reamers., Spring pins (Fig 5), , 184, , Copyright Free Under CC BY Licence
Page 199 :
This eliminates the need for drilling and reaming of the, assembly together. The spring pin adjusts itself in case of, slight misalignment., Peening (Fig 6), , When parts are to be assembled together this is one, method of assembly. Basically this is smimilar to reveting., Staking (Figs 7a, b & c), , Adhesives (Fig 9), The adhesives commonly used are epoxy adhesives. This, adhesive gives a strong bond between materials to be, assembled. This is not affected by moderate moisture or, heat. It is usually supplied in two containers/tubes. One, is resin and the other is the hardener., , This is a method of retaining parts in an assembly in which, a portion or all of a component is forced to flow on the, other component. This increases the efficiency of the fit., Brazing and hard soldering (Fig 8a & b), This is a process of joining metals by using layer of nonferrous metal between the surface to be joined., The alloy used for brazing is known as spelter (combination, of copper and zinc), , Production & Manufacturing: Fitter (NSQF Level - 5) RT for Ex No. 2.4.116, , Copyright Free Under CC BY Licence, , 185
Page 200 :
Threaded jointer, Objectives: At the end of this lesson you shall be able to, • state the situations in which bolts and nuts are used, • state the advantages of using bolts and nuts, • identify the different types of bolts, • state the applications of the different types of bolts, • state the situations in which studs are used, • state the reason for having different pitches of threads on stud ends., Bolts and nuts (Fig 1), , Body fit bolt (Fig 3), , These are generally used to clamp two parts together., When bolts and nuts are used, if the thread is stripped, a, new bolt and nut can be used. But in the case of a screw, directly fitted in the component, when threads are, damaged, the component may need extensive repair or, replacement., Depending on the type of application, different types of, bolts are used., , This type of bolt assembly is used when the relative, movement between the workpieces has to be prevented., The diameter of the threaded portion is slightly smaller, than the shank diameter of the bolt., The bolt shank and the hole are accurately machined for, achieving perfect mating., Anti-fatigue bolt (Fig 4), , Bolts with clearance hole (Fig 2), , This is the most common type of fastening arrangement, using bolts. The size of the hole is slightly larger than the, bolt (clearance hole)., Slight misalignment in the matching hole will not affect, the assembly., 186, , This type of bolt is used when the assembly is subjected, to alternating load conditons continuously. Connecting rod, big ends in engine assembly are examples of this, application., The shank diameter is in contact with the hole in a few, places and other portions are relieved to give clearances., , Production & Manufacturing: Fitter (NSQF Level - 5) RT for Ex No. 2.4.116, , Copyright Free Under CC BY Licence
Page 201 :
Studs (Fig 5), , Example, A hexagon head bolt of size M10, nominal length 60 mm, and property class 4.8 shall be designated as:, Hexagon head bolt M10 x 60 - 4.8 - IS:1363 (Part 1)., Explanation about property class, The part of the specification 4.8 indicates the property, class (mechanical properties). In this case it is made of, steel with minimum tensile strength = 40 kgf/mm2 and, having a ratio of minimum yield stress to minimum tensile, strength = 0.8., , Studs are used in assemblies which are to be separated, frequently., When excessively tightened, the variation in the thread, pitch allows the fine thread or nut end to strip. This, prevents damage to the casting., Designation of bolts as per B.I.S. specifications, Hexagon head bolts shall be designated by name, thread, size, nominal length, property class and number of the, Indian Standard., , Note: Indian standard bolts and screws are, made of three product grades - A, B, & C and, ‘A’ being precision and the others of lesser, grades of accuracy and finish. While there are, many parameters given in the B.I.S, specification, the designation need not cover, all the aspects and it acutally depends on the, functional requirement of the bolt or other, threaded fasteners., (For more details on the designation system, refer to, IS:1367, Part XVI 1979.), , Cylindrical and taper pins, Objectives: At the end of this lesson you shall be able to, • state the uses of cylindrical and taper pins, • specify cylindrical pins, • state the features and uses of different types of cylindrical pins, • state the advantages of of taper pins, • state the features and uses of the different types of taper pins, • designate standard taper pins, • distinguish the features and uses of the different types of taper pins, • state the uses of the different types of grooved pins, • state the features and uses of spring pins., Cylindrical and taper pins, – Locating hole position for assemblies whenever they, are dismantled and assembled (Examples - jigs and, fixtures, cover plates, machine tool assembly etc.), (Figs 1a and 1b), – Assembling components. (Examples - wheels, gears,, levers, cranks etc. to shafts) (Figs 2a and 2b), , Production & Manufacturing: Fitter (NSQF Level - 5) RT for Ex No. 2.4.116, , Copyright Free Under CC BY Licence, , 187
Page 202 :
In tool assemblies the parts will be fixed by screws or, bolts, (Fig 5) and are located by using cylindrical pins., , Cylindrical pins are available with different types of:, -, , Ends, , -, , Tolerances, , -, , Surface quality, , Hardened cylindrical pins are available with dimensional, tolerance m6., , Cylindrical pins are also available in un-hardened and, hardened conditions., Un-hardened cylindrical pins are of three types. (Fig 3), , Un-hardened and hardened cylindrical pins are made to fit, in the holes finished by standard reamers., Cylindrical pins are designated by the name, nominal, diameter, tolerance on diameter, nominal length and the, number of B.I.S. Standard., Example, A cylindrical pin of nominal diameter 10 mm, tolerance h8, and nominal length 20 mm shall be designated asCylindrical pin 10h8x20 IS:2393., Note: The I.S. number refers to un-hardened, cylindrical pins. Cylindrical pins are also, referred to as dowel pins., Taper pins, Taper pins of different types are used in assembly work., Taper pins allow for frequent dismantling and assembling, of components without disturbing the precise nature of, location. They are used to transmit small torques. (Fig 6), , - Chamfered and rounded end, - Chamfered end, - Square end, They are useful in general assembly work., Hardened cylindrical pins are made of high grade steel, and are finished by grinding. (Fig 4) These pins can, withstand higher shearing force. These pins are used in, precision assemblies like jigs and fixtures and other tool, making works., , 188, , Production & Manufacturing: Fitter (NSQF Level - 5) RT for Ex No. 2.4.116, , Copyright Free Under CC BY Licence
Page 203 :
Taper pins are of three types. (Fig 7), , Split taper pin, In the case of split taper pins the split end can be slightly, opened to ensure a more positive locking., Taper pins are designated by name, type (A, B or C) nominal, diameter, nominal length and number of the standard., Examples, i, , A taper pin of Type A of nominal diameter 10 mm and, nominal length 50 mm shall be designated as - Taper, pin A10 x 50 IS:6688., , ii A split taper pin of nominal diameter 10 mm and nominal, length of 60 mm shall be designated as - Split taper, pin C10 x 60 IS: 6688., The nominal diameter in the case of taper pins, is the diameter at the small end of the taper., Threaded taper pins are available for:, , Type A, , -, , Taper pins with a surface finish of N6., , Type B, , -, , Taper pins with a surface finish of N7., , Type C, , -, , Split taper pins with a surface finish of N7., , -, , Locking the pins and preventing loosening due to, vibration (Fig 10), , -, , Assisting in drawing the pins out of the blind holes., (Fig 11), , All taper pins have a taper of 1:50 and are finished within a, dimensional tolerance of h10., Taper pin types A & B assembly is shown in Fig 8 and, type C is shown in Fig 9., , Threaded taper pins with internal threads are also available., (Fig 12), , Production & Manufacturing: Fitter (NSQF Level - 5) RT for Ex No. 2.4.116, , Copyright Free Under CC BY Licence, , 189
Page 204 :
Grooved pins, , Grooved pins with head are also used in assembly involving, small components. (Fig 15), , These pins have three slots rolled on the outer surface., The sides of the grooves/slots bulge out. The holes in, which slotted pins are used are not finished by reaming., Grooved pins are available as straight pins (Fig 13a), and, tapered pins (Fig 13b). These are used in assemblies, which are not dismantled frequently and where high, accuracy is not required.(Fig 14), , Spring pins (Fig 16), , Spring pins are used for locating assemblies with wide, tolerance in the corresponding holes. These pins are, manufactured from flat steel bands and rolled to form a, cylindrical shape. These springs will stay tight in the fitting, hole because of the spring action., , Seal, Objectives: At the end of this lesson you shall be able to, • state the purpose of a seal, • name the material used for static seal, • state the types of static seals and their applications, • name the materials used for dynamic seals, • state the types of dynamic seals and their applications., Purpose, , Types, , A seal is used to prevent leakage., , -, , Static, , -, , Dynamic, , It prevents dust, dirt and foreign particles from entering, into the system., Any machining process leaves behind a little imperfection, of the surfaces of the mating components. A seal fills up, the gap to prevent leakage from the system., 190, , Static seal, It is used for sealing the contact areas between the, surfaces where there is relative movement, eg. Gasket ‘O’, ring, bellows, etc.,, , Production & Manufacturing: Fitter (NSQF Level - 5) RT for Ex No. 2.4.116, , Copyright Free Under CC BY Licence
Page 205 :
Materials used for gaskets, Static seal, -, , Compressed cork, , -, , Oil-proof paper, , -, , Graphite-impregnated cloth, , -, , Asbestos with copper covering, , -, , PTFE (Poly-tetrafluroethylene), , -, , Copper, , -, , Steel, , Rubber gaskets (Fig 4), , Types of static seals, Compressed cork gasket (Fig 1), , They are the good for sealing flanges of cold water, connections. They are not suitable where oil comes in, contact., Graphite impregnated cloth (Fig 5), This is a suitable material for hot water and steam joints., This is used for sealing between mating surfaces which, are not having good surface finish. Compressed cork can, be obtained in several thicknesses., Paper (Fig 2), , Metallic gaskets (Fig 6), This is used between smooth and accurately finished joint, surfaces. It can vary in thickness from thin paper to card, and may be grease-proofed., , Hard metallic seals made of steel, copper or beryllium are, used for high pressure joints found commonly in hydraulic, system., , PTFE cord sealing (Fig 3), This is suitable for use at very low temperature, applications. The material is chemically inert and can be, made into soft flexible strips and used to make either flat, seals or gland packings., Production & Manufacturing: Fitter (NSQF Level - 5) RT for Ex No. 2.4.116, , Copyright Free Under CC BY Licence, , 191
Page 206 :
Table 1 shows the allowable temperature range for different, materials., Table 1, Material, , Temp.°C, , Natural rubber -50 to +80, , Material, , Temp.°C, , Flurosilicone -50 to +100, , Nitrile, , -30 to +110 Butyle, , -40 to +100, , Viton, , -40 to +180 Neoprene, , -40 to +100, , PTFE, , -85 to +260 Flurocarabon -20 to +140, , Types of dynamic seals, Asbestos covered with copper sheet gasket (Fig 7), , Dynamic seals are required to work under more exacting, conditions than static seals because movement lakes, place between the surfaces being sealed., O-ring seal (Figs 9 & 10), , These are suitable for use in high temperature applications., Varnished paper gasket (Fig 8), , It is suitable for use where liquids would be absorbed into, plain paper. The surface of the varnished paper gasket, must not be cracked or damaged in any way., Material used for manufacturing dynamic seal, , These are the most common types of dynamic seals in, use and have many applications. When required to seal, against high pressures, they are fitted with back-up rings., There are many similar seals made for special purposes, that do not have a circular cross-section., , -, , Natural rubber, , -, , Nitrile, , Radial lip seals, , -, , Viton, , -, , PTFE plastics, , -, , Flurosilicone, , Radial lip seals are used primarily to retain lubricants in, equipment with rotating, reciprocating or oscillating shafts., The secondary purpose is to exclude foreign matter., , -, , Butyle, , Non-spring loaded seals, , -, , Neoprene, , -, , Flurocarbon, , These are used to retain highly viscous materials like, grease at shafts less than 600 m/min., , 192, , Production & Manufacturing: Fitter (NSQF Level - 5) RT for Ex No. 2.4.116, , Copyright Free Under CC BY Licence
Page 207 :
Spring-loaded seals (Fig 11), , Flange seal (Fig 14), , ‘V’ type or Chevron seal (Fig 15), , They are used to retain low viscosity lubricants such as, oils at speeds up to 1000 m/min., Wiper seal (Fig 12), Cup seal (Fig 16), , ‘U’ type seal (Fig 17), , These seals are used in rotary and sliding operating, conditions and are used to prevent dust or grit entering, shaft bearings. The contacting surface of the seal wipes, off the particles from the shaft., , They are often used to form the seal between piston and, cylinder assemblies in hydraulic equipment., Labyrinth seals (Fig 18), , ‘V’ seals (Fig 13), , Fabric reinforced or leather seals are suitable for use, against high pressure. These seals are available in various, forms., , This is a clearance type of seal and it allows some amount, of leakage. Labyrinth seals are used primarily to seal gases, in compressors and steam turbines. This seal is commonly, used in rotary operating conditions. The function of the, seal is to provide radial clearance while preventing dust or, dirt from entering into the system., , Production & Manufacturing: Fitter (NSQF Level - 5) RT for Ex No. 2.4.116, , Copyright Free Under CC BY Licence, , 193
Page 208 :
Torquing, Objectives: At the end of this lesson you shall be able to, • state torque in assembling, • state precautions to be observed during assembling & installation., Torquing, While assembling, threaded fasteners are tightened as, per thread manufacturer recommended torque value. If the, torque is more than the recommendation, threads may, damage on both fasteners and housing and tends to break., Precautions observed during Assembling and, installation, -, , -, , Use well lubricated fasteners and hardened flat wahser., , -, , All bolts should be tightened in one-third increments,, according to proper bolting patterns., , -, , Make final check pass at the target torque value moving, consecutively from bolt to bolt, , -, , Never use liquid or metallic based anti-stick or, lubricating compounds on the gaskets. It creats, Premature failure., , Tighten the bolts to compress the gasket uniformly., Follow the sequence from side to side around the joint., (Fig 19)., , 194, , Production & Manufacturing: Fitter (NSQF Level - 5) RT for Ex No. 2.4.116, , Copyright Free Under CC BY Licence
 Learn better on this topic
Learn better on this topic