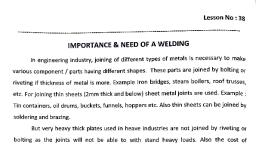
Page 2 :
MANUFACTURING PROCESSES, Module IV, Welding Processes: Definition, Principles, Classification, Application, Advantages & limitations of welding. Gas welding Principle, Oxy - Acetylene welding, Chemical Reaction in Gas welding, Types of flame and Flame characteristics., Special Welding Processes: Resistance welding - principles, Seam welding, Butt welding, Spot welding and projection welding. Friction welding, Explosive welding, Thermit welding, Laser welding and Electron beam welding, Ultrasonic beam welding. 10 Hours, Manufacturing Processes
Page 3 :
WELDING, Process of achieving complete joining of two or more materials through melting & re-solidification of the base metals and filler metal, , Fabrication process in which two or more work pieces, usually metals or alloys, are joined permanently to form a single component, Manufacturing Processes
Page 4 :
WELDING, Process of joining two similar or dissimilar metals or alloys by fusion, with or without the application of pressure and with or without the use of filler metal., , Fusion of metal takes place by means of heat, Manufacturing Processes
Page 5 :
WELDING, An alternative method for casting or forging and as a replacement for bolted and riveted joints, Also used as a repair medium , Used for making permanent joints, Used in the manufacture of automobile bodies, aircraft frames, railway wagons, machine frames, structural works, tanks, furniture, boilers, general repair work and ship building, Manufacturing Processes
Page 6 :
WELDING, Welding is carried out by heating the edges of the work pieces to a suitable temperature and then fused together with or without the application of pressure and with or without the use of filler metal, Fusion of metal takes place by means of heat, Filler metal is melted in the gap, combines with the molten metal of the work piece, and upon solidification forms an integral part of the weld, Manufacturing Processes
Page 7 :
WELDING, Classification:, Based on various Factors: , Source of Heat (Arc, Flame, etc.), Temperature (work piece heated to plastic state or molten state), Fusion or Non-Pressure Welding (With additional filler material), Forge or Pressure Welding (Under pressure without additional filler metal), Manufacturing Processes
Page 8 :
WELDING, Classification: (Contd…), Gas Welding , Oxy-Acetylene Welding , Oxy-Hydrogen Welding, Manufacturing Processes
Page 9 :
WELDING, Classification: (Contd…), Arc Welding , Manual Metal Arc or Flux Shielded Metal Arc Welding, Tungsten Inert Gas Welding (TIG) , Metal Inert Gas Welding (MIG) , Submerged Arc Welding (SAW) , Electro Slag Welding (ESW) , Plasma Arc Welding (PAW) , Stud Arc Welding, Manufacturing Processes
Page 10 :
WELDING, Classification: (Contd…), Resistance Welding , Spot Welding , Seam Welding , Flash Butt Welding , Projection Welding , Percussion Welding, Manufacturing Processes
Page 11 :
WELDING, Classification: (Contd…), Solid State Welding (Forge or Pressure Welding - Under pressure without additional filler metal), Friction Welding , Explosive Welding, Diffusion Welding , Forge Welding , Ultrasonic Welding , Roll Welding , Cold Welding, Manufacturing Processes
Page 12 :
WELDING, Classification: (Contd…), Thermo-Chemical Welding, Atomic Hydrogen Welding , Thermit Welding , Radiant Energy Welding, Laser Welding , Electron Beam Welding, Manufacturing Processes
Page 13 :
Manufacturing Processes
Page 14 :
Welding Processes, Welding, Solid State Welding, Soldering & Brazing, Fusion Welding, Electrical Energy, Chemical Energy, Other Processes, Non Consumable Electrode, Consumable Electrode, Resistance welding , Cold welding, Friction welding , Diffusion welding, Flash welding, Ultrasonic welding, Explosion welding, Gas metal arc welding , Shielded metal arc welding, Submerged arc welding, Flux cored arc welding , Electro Gas welding, Electro Slag welding, Gas tungsten arc welding, Atomic hydrogen welding , Plasma arc welding, Oxy-Acetylene welding , Oxy-Fuel gas welding, Laser beam welding, Thermit welding, Electron beam welding, Soldering, Brazing
Page 15 :
Manufacturing Processes, WELDING
Page 16 :
APPLICATIONS OF WELDING, Ship building, automobiles, aircraft, power plants, building and bridge constructions, storage tanks, pressure vessels, machine tools, and almost in all sectors, where parts are fabricated as per the needs, Apart from fabrication work, welding is also used in repair and maintenance work, Joining broken parts and rebuilding worn out components., Manufacturing Processes
Page 17 :
ADVANTAGES OF WELDING, Strength of the joint obtained is much stronger than the work piece metal. , Metals with different chemical compositions can be welded easily. , Welding equipments are portable. , Parts can be fabricated at the relevant location instead of transporting the entire assembly to its destination. , Complex shapes that are difficult to cast or machine can be easily assembled in parts , Parts can be fabricated at reasonable costs., Manufacturing Processes
Page 18 :
LIMITATIONS OF WELDING, Proper care should be taken during welding as the process gives out harmful radiations, fumes and spatter. , Skilled operator is required to produce a good joint. , High heat involved in the process causes changes in the structure of metal thereby lowering its properties. , Results in residual stresses and distortion of the workpieces., Welded joint needs stress relieving and heat treatment., Manufacturing Processes
Page 19 :
GAS WELDING, Principle , Gas welding is a fusion welding process in which the work pieces are joined by the heat of a strong flame generated by the combustion of a fuel gas and oxygen. , , Fuel gases - Acetylene, Hydrogen, Propane or Butane., Manufacturing Processes
Page 20 :
GAS WELDING, Principle, Manufacturing Processes
Page 21 :
When the fuel gas and oxygen are mixed in suitable proportions in a welding torch and ignited, the flame resulting at the tip of the torch is sufficient enough to melt the edges of the work piece metals. , A solid continuous joint is formed upon cooling., Manufacturing Processes, GAS WELDING
Page 22 :
Fuel Gases used: , Mixture of Oxygen & Acetylene gas, Oxy-Acetylene welding process , , Mixture of Oxygen & Hydrogen gas, Oxy-Hydrogen welding process, Manufacturing Processes, GAS WELDING
Page 23 :
Oxy-Acetylene welding is the most versatile and widely used gas welding process due to its high flame temperature of up to 3500°C , , Oxy-Hydrogen process having a flame temperature of 2500°C., Manufacturing Processes, GAS WELDING
Page 24 :
GAS WELDING EQUIPMENT, 1. Gas Cylinders, Pressure: Oxygen – 125 kg/cm2, Acetylene – 16 kg/cm2 , 2. Regulators, Working pressure of oxygen 1 kg/cm2, Working pressure of acetylene 0.15 kg/cm2 , Working pressure depends upon thickness of work pieces welded., 3. Pressure Gauges, 4. Hoses, 5. Welding Torch, Manufacturing Processes
Page 25 :
Apparatus or Equipment, Manufacturing Processes
Page 26 :
GAS WELDING, Oxy – Acetylene Welding Setup, Manufacturing Processes
Page 27 :
Gas or Welding Torch used in Gas Welding , O2 and C2H2 gases from respective cylinder enters the gas torch, where they are mixed in suitable proportions and issued from the torch to bum in the atmosphere, Manufacturing Processes, GAS WELDING
Page 28 :
Manufacturing Processes
Page 29 :
Advantages, Portable & versatile, Rate of heating & cooling is relatively slow., Low cost of equipment., Equipment can be used for preheating, post heating, Process is simple and inexpensive. , Eliminates skilled operator, Temperature of the flame can be controlled depending on the thickness and type of the material being welded., Manufacturing Processes, GAS WELDING
Page 30 :
Disadvantages, Less flame temperature, Gas flame takes long time to heat up than arc., Acetylene gas is slightly costlier. , Not suitable for thick and high melting point metals. , Refractory metal like W, Mb etc., and reactive metals like Zr, Ti etc., cannot be gas welded. , Acetylene gas is highly explosive., Precautions should be taken during its storage and welding., Manufacturing Processes, GAS WELDING
Page 31 :
Applications, , Join thin metals, , Join ferrous & non ferrous, , Sheet metal fabrication, Manufacturing Processes, GAS WELDING
Page 32 :
Types of Gas Flames, 3 different types of flames can be produced at the torch tip by regulating the ratio of Oxygen to Acetylene. , Neutral Flame - Oxygen and Acetylene are mixed in equal proportions, Oxidizing Flame - Excess of Oxygen, Reducing Flame - Excess of Acetylene., Manufacturing Processes
Page 33 :
Manufacturing Processes, Types of Gas Flames
Page 34 :
Types of Flames, Manufacturing Processes
Page 35 :
Neutral Flame, A neutral flame is produced when approximately equal volumes of O2 and C2H2 are burnt at the torch tip. , All the carbon supplied by acetylene (C2H2) is being consumed and the combustion is complete., Manufacturing Processes
Page 36 :
Neutral Flame, The flame is named neutral, because it does not produce any chemical change in the molten weld metal and therefore will not oxidize or carburize the metal., Manufacturing Processes
Page 37 :
Neutral Flame, The flame has a nicely defined inner whitish cone surrounded by a sharp blue flame. The temperature of the neutral flame is around 3260C., Manufacturing Processes
Page 38 :
Neutral Flame, Commonly used for welding mild steel, cast iron, Al, Cu etc., Can also be used for metal cutting (Gas Cutting)., It has the least chemical effect on the heated metal., Manufacturing Processes
Page 39 :
Oxidizing Flame, An oxidizing flame is a flame in which there is excess oxygen than is required for complete combustion. , Hotter than the other two types of flames, due to excess oxygen which causes the temperature to rise as high as 3500°C., Manufacturing Processes
Page 40 :
Oxidizing Flame, Appears similar to the neutral flame but with a shorter inner white cone, and the outer envelope being narrow and brighter in colour., Used in special applications for welding copper-base metals, zinc-base metals etc. , Not used for welding steels, as it oxidizes the steel., Manufacturing Processes
Page 41 :
Reducing Flame, If the volume of oxygen supplied to the neutral flame is reduced, the resulting flame will be a carburizing or reducing flame i.e., rich in acetylene. , Combustion is incomplete with unconsumed carbon being present in the flame, Manufacturing Processes
Page 42 :
Reducing Flame, A reducing flame can be recognized by an acetylene feather which exists between the inner cone and the outer envelope. The outer flame envelope is longer than that of the neutral flame, and is usually much brighter in colour., Manufacturing Processes
Page 43 :
Reducing Flame, The temperature of the reducing flame is around 3065 °C and is used for hard surfacing, welding Monel (Ni-Cu alloy), and a few non-ferrous metals., Not used for welding steel, as unconsumed carbon may be introduced into the weld to produce a hard and brittle deposit., Manufacturing Processes
Page 44 :
Types of Flame, Manufacturing Processes
Page 45 :
Types of Flame, Manufacturing Processes
Page 46 :
REACTIONS IN GAS WELDING, Manufacturing Processes, When suitable proportions of O2 and C2H2 are mixed and ignited at the torch tip, a flame with a temperature of about 3300°C is produced. , For complete combustion to take place, 2 volumes of C2H2 is combined with 5 volumes of O2, , 2C2H2 + 5O2 4CO2 + 2H2O ----- (i)
Page 47 :
REACTIONS IN GAS WELDING, Complete combustion takes place in 2 stages : , First Stage Combustion: , When the gas torch is ignited, equal volumes of O2 and C2H2 are issued from the torch to burn in the atmosphere. , Inner cone is visible at the torch tip due to the reaction., Manufacturing Processes
Page 48 :
REACTIONS IN GAS WELDING, Manufacturing Processes, Consider one volume of each O2 and C2H2, , C2H2 + O2 2CO + H2 + Heat (1/3 of total heat generation)..... (ii) , This is an exothermic reaction that produces CO and H2 as products of the first stage of combustion
Page 49 :
REACTIONS IN GAS WELDING, Second Stage Combustion: , Involves the combustion of CO and H2, which are the products of combustion of first stage. , Both these products are capable of supporting combustion, and utilize O2 from the surrounding atmosphere for combustion., Manufacturing Processes, Resulting Flame due to Second Stage Combustion
Page 51 :
WELDING TECHNIQUES, 2 Techniques in gas welding process, depending on the way in which the welding rod, or the welding torch may be used. , Forehand / Forward or Leftward Technique , Backhand / Backward or Rightward Technique, Manufacturing Processes
Page 52 :
Forehand or Leftward Technique, Used for welding thin metals having thicknesses less than 5 mm. , Welder holds the welding torch in his right hand while the filler rod in his left hand, & proceeds from right end of the workpiece towards left end., Manufacturing Processes
Page 53 :
Forehand or Leftward Technique, Torch / flame is directed away from the pre-finished weld, while the filler rod moves steadily along the edges allowing the flame to melt and deposit the metal., Manufacturing Processes
Page 54 :
Backhand or Rightward Technique, Used for welding metals over 5 mm thick, because, in this technique more heat is concentrated into the workpiece metal, and hence penetration of the weld metal can be achieved., Manufacturing Processes
Page 55 :
Backhand or Rightward Technique, Welding torch held in the right hand, while the filler rod in the left hand is moved from the left end of the workpiece towards the right end. , Torch / flame is directed towards the completed weld, while the filler metal remains between the flame and the completed weld., Manufacturing Processes
Page 56 :
Fluxes in Gas Welding, To avoid the oxygen from air combining with the weld to form oxide, which results in poor quality, low strength weld, To prevent, facilitates removal of oxides and other undesirable substance., Fluxes are available as powder, paste or liquid., Examples: Borates or Boric acid, Soda ash, Sodium chloride used in welding Gray Cast Iron., Manufacturing Processes
Page 57 :
RESISTANCE WELDING, Welding process in which the work pieces are joined by the heat generated due to the resistance offered by the work pieces to the flow of electric current through them. , A certain amount of pressure is applied to the work pieces to complete the weld., Manufacturing Processes
Page 58 :
RESISTANCE WELDING, Principle , When electric current flows through a material, it offers resistance to the flow of current resulting in heating of the material. , Heat generated is used to make a weld between two or more work pieces., Manufacturing Processes
Page 59 :
RESISTANCE WELDING, Heat generated in the material is given by Joules Law: , H∞ I2 Rt , or , H = k I2 Rt , where, H = Heat generated in the material, Joules, I = Flow of current through material, Amperes, R = Electrical resistance of material, Ohms t = Time for which electric current flows through the material, Seconds , k = a constant, usually < 1 to account for heat loss through conduction and radiation., Manufacturing Processes
Page 60 :
RESISTANCE WELDING, High current is the primary requirement to produce a resistance weld. , , A step down transformer that converts the high voltage, low current to a high current (up to 1,00,000 A) and low voltage (0.5 - 10 V) power is used for the purpose., Manufacturing Processes
Page 61 :
RESISTANCE WELDING, Resistance Welding , Spot Welding, Seam Welding , Flash Butt Welding, Projection Welding, Percussion Welding, Manufacturing Processes
Page 62 :
Resistance Spot Welding (RSW), Spot welding is a resistance welding process in which the 2 overlapping work pieces held under pressure are joined together at one spot (location), , Used to join sheet-metal parts of thickness 3 mm (0.125 in) or less, using a series of spot welds, in situations where an airtight assembly is not required., Manufacturing Processes
Page 63 :
Resistance Spot Welding (RSW), Size and shape of the weld spot is determined by the electrode tip , Most common electrode shape being round, but hexagonal, square & other shapes are also used. , Resulting weld nugget is typically 5 to 10 mm (0.2-0.4 inch) in diameter, with a Heat-Affected Zone (HAZ) extending slightly beyond the nugget into the base metals. , If the weld is made properly, its strength will be comparable to that of the surrounding metal., Manufacturing Processes
Page 64 :
Resistance Spot Welding (RSW), Materials used for RSW electrodes, Copper-based alloys, Refractory metals, like Cu and Tungsten combinations. (Superior wear resistance), , A typical car body has got approximately 15000 spot welds, Manufacturing Processes
Page 65 :
Resistance Spot Welding (RSW), Manufacturing Processes, Spot Welding Cycle (b) Plot of Squeezing Force & Current during Cycle , (1) Parts inserted between Electrodes (2) Electrodes close, force applied , (3) Current On (4) Current Off (5) Electrodes opened
Page 66 :
Resistance Spot Welding (RSW), Manufacturing Processes
Page 67 :
Resistance Spot Welding (RSW), Description:, Workpieces to be joined are cleaned to remove dirt, grease and other oxides either chemically or mechanically to obtain a sound weld. , Work pieces are overlapped and placed firmly between 2 water cooled cylindrically shaped Cu alloy electrodes, which in turn are connected to a secondary circuit of a step-down transformer. , Electrodes carry high currents, and also transmit the force/pressure to the workpieces to complete the weld., Manufacturing Processes
Page 68 :
Resistance Spot Welding (RSW), Operation:, As the current passes through the electrodes, heat is generated in the air gap at the point of contact of the two workpieces. , Heat at this contact point is maximum, with temperature varying from 815 - 930°C, and as a result melts the workpieces locally at the contact point to form a spot weld. , In order to obtain a strong bond, external pressure is applied to the workpiece, through the electrode, by means of a piston-cylinder arrangement. (In some cases, external pressure is not required), Manufacturing Processes
Page 69 :
Resistance Spot Welding (RSW), Advantages: , Efficient energy use. , Limited workpiece deformation., Workpiece is not melted to a larger extent. Heat is concentrated only at the spot to be welded. , High production rates. , Suitable for automation. , Results in clean weld. (Filler metals are not required. Hence, no associated fumes or gas). , Lower operator skill level than for arc welding, Good repeatability and reliability, Manufacturing Processes
Page 70 :
Resistance Spot Welding (RSW), Disadvantages:, Weld strength is significantly lower when compared to other processes. , Makes the process suitable for only certain applications. , Silver and Copper are difficult to weld because of their high thermal conductivity. , High initial equipment cost, Limited to lap joints for most RW processes, Manufacturing Processes
Page 71 :
Resistance Spot Welding (RSW), Applications:, Extensively used in Automobile and Aircraft industries for welding sheets of steels , Sheet-metal parts such as cases, covers or trays, Containers and boxes , As a replacement for riveting in sheet metal plates., Many assemblies of two or more sheet metal stampings that do not require gas tight or liquid tight joints can be more economically joined by spot welding than by mechanical methods., Manufacturing Processes
Page 72 :
Resistance Seam Welding (RSEW), A resistance welding process in which the overlapping workpieces held under pressure are joined together by a series of overlapping spot welds made progressively along the joint utilizing the heat generated by the electrical resistance of the workpieces. , Similar to spot welding process, but, instead of pointed electrodes, mechanically driven wheel shaped electrodes are used to produce a continuous weld., Manufacturing Processes
Page 73 :
Resistance Seam Welding (RSEW), Stick-shaped electrodes in spot welding are replaced by rotating wheel electrodes and a series of overlapping spot welds are made along the lap joint., Capable of producing air-tight joints, Industrial applications include the production of Gasoline tanks, Automobile mufflers, and various other fabricated sheet metal containers, wherein Gas/Air tight or Liquid tight joints (Leak Proof Joints) are required, Manufacturing Processes
Page 74 :
Resistance Seam Welding (RSEW), Manufacturing Processes
Page 75 :
Manufacturing Processes
Page 76 :
Resistance Seam Welding (RSEW), Manufacturing Processes
Page 77 :
Resistance Seam Welding (RSEW), Welding current is passed in series of pulses at proper intervals through the bearing of the roller electrode wheels, As the current passes through the electrodes, heat is generated in the air gap at the point of contact (spot) of the two workpieces. This heat melts the work pieces locally at the contact point to form a spot weld. , Under the pressure of continuously rotating electrodes and the current flowing through them, a series of overlapping spot welds are made progressively along the joint, Weld area is flooded with water to keep the electrode wheels cool during welding., Manufacturing Processes
Page 78 :
Seam Welding, Advantages: , A continuous overlapping weld produced by the process makes it suitable for fabricating liquid or gas tight containers and vessels. , Efficient energy use. , Results in clean welds. , Filler metals are not required. Hence, no associated fumes or gases., Manufacturing Processes
Page 79 :
Seam Welding, Disadvantages:, Requires complex control system to regulate the travel speed of electrodes as well as the sequence of current to provide satisfactory overlapping welds, Welding speed, spots per inch, and the timing schedule are all dependant on each other. , Difficult to weld metals having thickness greater than 3 mm., Manufacturing Processes
Page 80 :
Seam Welding, Applications:, Used to fabricate liquid or gas tight sheet metal vessels such as gasoline tanks, automobile mufflers, & heat exchangers. , Used for making leak proof joints in fuel tanks of automobiles., Most metals except for Copper and high copper alloys can be seam welded., Used for making flange welds for use in watertight tanks., Manufacturing Processes
Page 81 :
Resistance Butt Welding, Resistance Butt Welding or Upset Welding is a resistance welding process in which the two parts to be joined are heated to elevated temperatures and forged (by applying the desired pressure) together at that temperature., Manufacturing Processes
Page 82 :
Resistance Butt Welding, Manufacturing Processes
Page 83 :
Resistance Butt Welding, Advantages: , Joint obtained is clean (since filler metal is not used) , Produces defect free joint. (Oxides, scales and other impurities are thrown out of the weld joint due to the high pressure applied at elevated temperatures) , Disadvantages:, Process is suitable for parts with similar cross-sectional area. , Joint preparation is a must for proper heating of work pieces to take place. , Applications: , Used for producing joints in long tubes and pipes., Manufacturing Processes
Page 84 :
Projection Welding, Resistance welding process in which the workpieces are joined by the heat generated due to the resistance of the workpieces to the flow of electric current through them. , Resulting welds are localized at predetermined points by projections, embossments or intersections., Manufacturing Processes
Page 85 :
Projection Welding, Two or more than two spot welds are made simultaneously by making raised portions or projections on predetermined locations on one of the workpiece., These contact points are determined by the design of the parts to be joined, and may consist of projections, embossments, or localized intersections of the parts., Projected contact spot for welding should be approximately equal to the weld metal thickness., Welding of a nut on the automotive chassis is an example of projection welding., Manufacturing Processes
Page 86 :
Projection Welding, Manufacturing Processes
Page 87 :
Projection Welding, Manufacturing Processes
Page 88 :
Projection Welding, Advantages , More than one spot weld can be made in a single operation. , Welding current and pressure required is less. , Suitable for automation. , Filler metals are not used. Hence, clean weld joints are obtained. , Disadvantages , Projections cannot be made in thin workpieces. , Thin workpieces cannot withstand the electrode pressure. , Equipment is costlier., Manufacturing Processes
Page 89 :
Projection Welding, Applications , A very common use is the use of special nuts that have projections on the portion of the part to be welded to the assembly, Welding parts of Refrigerator, Condensers, Refrigerator Racks, Grills etc., Manufacturing Processes
Page 90 :
FRICTION WELDING, A solid state welding process in which the workpieces are joined by the heat generated due to the friction at the interface of the two workpieces., Manufacturing Processes
Page 91 :
FRICTION WELDING, Manufacturing Processes, (1) Rotating part, no contact; (2) Parts brought into contact to generate friction heat; (3) Rotation stopped and axial pressure applied; (4) Weld created.
Page 92 :
FRICTION WELDING, Description , Machine is similar to a lathe, which consists of a chuck held in the spindle of the headstock. , Chuck holds one of the work pieces and rotates it at high speeds (around 3000 rpm). , Other workpiece is held stationary, and in a movable clamp so that it can be brought in contact with the rotating workpiece. , Work pieces to be joined are prepared to have a smooth square cut surfaces., Manufacturing Processes
Page 93 :
FRICTION WELDING, Operation: , Stationary workpiece is slowly brought in contact with the rotating workpiece under an axial force, As the workpieces come in contact with each other, friction is generated at the contact surface resulting in heating of the workpieces. , Axial pressure to the stationary workpiece is increased until the friction between the surfaces raises the heat to the welding temperature., Manufacturing Processes
Page 94 :
FRICTION WELDING, Operation: (Contd…), At this moment, the rotation of the workpiece is stopped, but the pressure (force) on-the stationary work piece is maintained, or in some cases increased to complete the weld. , Weld joint obtained will be bulged due to the squeezing action of the softened metal. , Excess metal can be removed by machining., Manufacturing Processes
Page 95 :
FRICTION WELDING, Advantages , Process is simple , Low power requirements. , Edge preparation is not required. , Impurities are thrown away by the friction generated between the two work pieces. , No filler metal. Hence the joint obtained is clean. , Dissimilar metals can be easily welded., Manufacturing Processes
Page 96 :
FRICTION WELDING, Applications:, Shafts and Tubular parts, Automotive, Aircraft, Farm Equipment, Petroleum and Natural Gas Industries, Limitations:, At least one of the parts must be rotational, Flash must be removed, Upsetting reduces the part lengths (which must be taken into consideration in product design), Process is restricted to tubular parts and butt welds., Manufacturing Processes
Page 97 :
EXPLOSIVE WELDING, A solid state welding process in which detonation of explosives is used to accelerate one of the workpieces to move towards another workpiece, so that the impact creates a joint and completes the weld., Manufacturing Processes, Setup in the parallel configuration, , During detonation of the explosive charge
Page 98 :
EXPLOSIVE WELDING (EXW), Process in which rapid coalescence of two metallic surfaces is caused by the energy of a detonated explosive , No filler metal used, No external heat applied , No diffusion occurs - time is too short , Bonding is metallurgical, combined with mechanical interlocking that results from a rippled or wavy interface between the metals, Manufacturing Processes
Page 99 :
EXPLOSIVE WELDING, Because of progressive explosion, high pressure zone propels the flyer plate to collide with the backer metal progressively at high velocity, so that an angular shape is generated as the explosion advances, Manufacturing Processes
Page 100 :
EXPLOSIVE WELDING, Description , One of the workpiece called base plate rests on a rigid base or anvil, while the other workpiece called flyer plate is inclined at a pre-selected angle (usually around 5°) to the base plate, A buffer usually made of a rubber or cardboard is placed above the flyer plate to prevent the surface damage of the flyer plate due to the detonation of explosives. , An explosive material (TNT, RDX or PETN) in the form of a sheet is placed above the buffer and is ignited from its lower edge., Manufacturing Processes
Page 101 :
EXPLOSIVE WELDING, Operation , As the detonation force progresses across the flyer plate, a very high compressive stress wave in the order of thousands of MPa (Mega Pascal) sweeps across the surface of the plate. , This causes the flyer plate to move rapidly towards the base plate so that the impact creates a joint and completes the weld., Entire operation is carried out in a chamber to prevent any accident caused due to the detonation of explosives., Manufacturing Processes
Page 102 :
EXPLOSIVE WELDING, Advantages , Bond strength of weld metals is very high. , Edge preparation is not required. , No melting of base metal. , No filler metal is required. Hence the joint obtained is clean. , Dissimilar metals can be joined easily., Manufacturing Processes
Page 103 :
EXPLOSIVE WELDING, Disadvantages , Storage and use of explosives are dangerous. , Detonation of explosives can damage the workpieces. Hence, work pieces with high impact resistance only are suitable for this process. , Not suitable for thick plates, as they require higher detonation velocities., Manufacturing Processes
Page 104 :
EXPLOSIVE WELDING, Applications , Used for cladding of metals for the purpose of corrosion prevention. , Dissimilar metals such as Ti to Steel, Al to Steel etc. can be successfully welded with this process., Manufacturing Processes
Page 105 :
THERMIT WELDING, Thermit Welding or Alumino-Thermit Welding is a fusion welding process in which the workpieces are joined by the heat obtained from a chemical reaction of the thermit mixture. Pressure may or may not be applied during the process. , Thermit mixture is a mixture of Iron Oxide and Aluminum powder, and when this mixture is brought to its ignition temperature of about 1200°C, reaction starts, producing molten iron and slag (Al2O3) releasing enormous amount of heat. , Chemical reaction taking place is: , 3Fe3O4 + 8 Al —> 9 Fe + 4 Al2O3 + Heat, Manufacturing Processes
Page 106 :
THERMIT WELDING, Molten iron (Fe) thus obtained is poured into the cavity (gap between the two work pieces) and upon solidification, complete fusion takes place, Manufacturing Processes
Page 107 :
THERMIT WELDING, Welding of rail joint (I-section) using thermit welding process., Manufacturing Processes
Page 108 :
THERMIT WELDING, 3Fe3O4 + 8 Al —>9 Fe + 4 Al2O3 + Heat, Manufacturing Processes, (1) Thermit ignited; (2) crucible tapped, superheated metal flows into mold; (3) metal solidifies to produce weld joint.
Page 109 :
THERMIT WELDING, Thermite (Thermit): a mixture of Al powder and iron oxide that produces an exothermic reaction when ignited. , Heat for coalescence/joining is produced by superheated molten metal formed from the chemical reaction of thermit. , Following chemical reaction is seen when a thermit mixture is ignited at 1300°C. , Temperature of the reaction is 2500°C. , 8Al + 3Fe3O4 = 9Fe + 4 Al2O3 + Heat , At this temperature, superheated molten iron plus aluminum oxide is formed that floats on the top as a slag and protects the iron from the atmosphere., Manufacturing Processes
Page 110 :
THERMIT WELDING, Advantages , Heat required for welding is obtained from the chemical reaction of the thermit mixture. Hence, no costly power supply is required. , Process is best suitable, particularly in remote locations where sophisticated welding equipments and power supply cannot be arranged. , Weld surface is often smooth enough that no finishing is required, Manufacturing Processes
Page 111 :
THERMIT WELDING, Disadvantages , Process is applicable only to ferrous metal parts. , Process consumes more time. , Applications , Joining of railway lines (railroad rails) , Repair of cracks and welding of large steel castings and forgings like ingot molds, large diameter shafts, frames for machinery, pipes, mill housings, and heavy rail sections etc., Manufacturing Processes
Page 112 :
LASER WELDING, Laser Welding or Laser Beam Welding is a radiant energy welding process in which the workpieces are joined by the heat obtained from the application of a concentrated coherent light beam impinging upon the surfaces to be joined. , LASER stands for 'Light Amplification by Stimulated Emission of Radiation '., Manufacturing Processes
Page 113 :
LASER WELDING, Laser is a light beam with the following properties: , Light is nearly Monochromatic (single wave length). , Light is coherent with waves exactly in phase with one other. , Laser beam is extremely intense. , Light is highly collimated. It could travel a distance of about 3/4th of million kilometers without any deviation. , By virtue of the above properties, lasers find application in welding a variety of materials., Manufacturing Processes
Page 114 :
LASER WELDING, LBW normally performed with shielding gases to prevent oxidation, Filler metal not usually added, High power density in small area (so LBW often used for small parts), Manufacturing Processes
Page 115 :
LASER WELDING, Manufacturing Processes
Page 116 :
LASER WELDING, Description , Laser beam equipment consists of a cylindrical ruby crystal with both the ends made absolutely parallel to each other. Ruby is Aluminum Oxide (Al2O3) with Chromium dispersed throughout it. , One of the end faces of the ruby crystal is highly silvered so that it reflects nearly 96% of the incident light. , In order to tap the laser output, the other end face of the crystal is partially silvered and contains a small hole through which the laser beam emerges., Manufacturing Processes
Page 117 :
LASER WELDING, Description , Ruby crystal is surrounded by a helical flash tube containing inert gas Xenon which itself in turn is surrounded by a reflector to maximize the intensity of the incident light on the ruby crystal. , Flash tube converts Electrical Energy into Light Energy. , Cooling system, involving gas or liquid is provided to protect the ruby crystal from the enormous amount of heat generated. , When the flash tube is connected to a pulsed high voltage source, Xenon transforms the electrical energy into white light flashes (light energy)., Manufacturing Processes
Page 118 :
LASER WELDING, Operation , As the ruby is exposed to the intense light flashes, the chromium atoms of the crystal are excited and pumped to a high energy level. These chromium atoms immediately drop to an intermediate energy level with the evolution of heat and eventually drop back to their original state with the evolution of a discrete quantity of radiation in the form of red fluorescent light. , As the red light emitted by one excited atom hits another excited atom, the second atom gives off red light which is in phase with the colliding red light wave. The effect is enhanced as the silvered ends of the ruby crystal cause the red light to reflect back and forth along the length of the crystal., Manufacturing Processes
Page 119 :
LASER WELDING, Operation , Chain reaction collisions between the red light wave and Chromium atoms becomes so numerous that, finally the total energy bursts and escapes through the tiny hole as a Laser beam. , Laser beam is focused by an Optical Focusing Lens on to the spot to be welded. Optical energy as it impacts the work piece is converted into heat energy., Due to the heat generated, the material melts over a tiny area, and upon cooling, the material within becomes homogeneous solid structure resulting in a stronger joint., Manufacturing Processes
Page 120 :
LASER WELDING, Advantages , Similar and dissimilar metals can be welded easily. , Laser beam can be controlled to a great precision, and hence the welding spots could also be located precisely. , Certain locations in the material that are difficult – to -reach can be welded easily by this process. , Heating and cooling rates are much higher in this process. Also, heat affected zone is very small. Hence, the process is ideal for locations which are surrounded by heat sensitive components. , Clean weld joints can be obtained by this process., Manufacturing Processes
Page 121 :
LASER WELDING, Disadvantages , Slow welding speeds (25 - 250 mm/min). , Rapid cooling rate cause problems such as cracking in high carbon steels. , High equipment costs., Manufacturing Processes
Page 122 :
LASER WELDING, Applications , Used in electronics industry for applications such as connecting wire leads to small electronic components, To weld medical equipments, Transmission components in automobiles, Cladding process., Manufacturing Processes
Page 123 :
ELECTRON BEAM WELDING (EBW), A radiant energy welding process in which the workpieces are joined by the heat obtained from a concentrated beam, composed primarily of High-Velocity Electrons impinging on the surfaces to be joined., Manufacturing Processes
Page 124 :
ELECTRON BEAM WELDING, Fusion welding process in which heat for welding is provided by a highly‑focused, high‑intensity stream of electrons striking work surface , Electron beam gun operates at:, High Voltage (10-150 kV) to accelerate electrons , Low Beam Currents (measured in milliamps) , Power in EBW not exceptional, but Power Density is exceptional., Manufacturing Processes
Page 125 :
ELECTRON BEAM WELDING, Manufacturing Processes
Page 126 :
ELECTRON BEAM WELDING, Manufacturing Processes
Page 127 :
ELECTRON BEAM WELDING, Description: , Consists of an Electronic or Electron Gun, and a vacuum chamber inside which the workpieces to be joined are placed. , Electronic gun emits and accelerates the beam of electrons, and focuses it on the workpieces., Manufacturing Processes
Page 128 :
ELECTRON BEAM WELDING, When a tungsten filament is electrically heated in vacuum to approximately 2000°C, it emits electrons, Electrons are then accelerated towards the hollow anode by establishing a high difference of voltage potential between the tungsten filament and a metal anode., Manufacturing Processes
Page 129 :
ELECTRON BEAM WELDING, Operation: , Electrons pass through the anode at high speeds (approximately half the speed of light), then collected into a concentrated beam, and further directed towards the workpiece with the help of magnetic forces resulting from focusing and deflection coils., Manufacturing Processes
Page 130 :
ELECTRON BEAM WELDING, Highly accelerated electrons hit the base metal and penetrate slightly below the base surface. , Kinetic Energy (K.E.) of the electrons is converted into Heat Energy., Manufacturing Processes
Page 131 :
ELECTRON BEAM WELDING, Succession of electrons striking at the same place causes the workpiece metal to melt and fuse together., Manufacturing Processes
Page 132 :
ELECTRON BEAM WELDING, Greater the kinetic energy of the electrons, the greater is the amount of heat released. , Since electrons cannot travel well through air, they are made to travel in vacuum (which is the reason for enclosing the electron gun and the work piece in a vacuum chamber), Manufacturing Processes
Page 133 :
ELECTRON BEAM WELDING, Advantages , Any metals, including Zirconium, Beryllium, or Tungsten can be easily welded. , High quality welds, as the operation is carried in vacuum. , Concentrated beam minimizes distortion. , Cooling rate is much higher. , Heat affected zone is less. , Shielding gas, flux, or filler metal is not required., Manufacturing Processes
Page 134 :
ELECTRON BEAM WELDING, Disadvantages , High capital cost. , Extensive joint preparation is required. , Vacuum requirements tend to limit the production rate. , Size of the vacuum chamber restricts the size of the workpiece being welded. , Not suitable for high carbon steels. Cracks occur due to high cooling rates., Manufacturing Processes
Page 135 :
ELECTRON BEAM WELDING, Applications , Used in electronic industries, automotive and aircraft industries where the quality of weld required forms the decisive factor., Manufacturing Processes
Page 136 :
Ultrasonic Welding (USW), Moderate pressure is applied between the two parts and an oscillating motion at ultrasonic frequencies is used in a direction parallel to the contacting surfaces, Manufacturing Processes
Page 137 :
Ultrasonic Welding (USW), Two components are held together, oscillatory shear stresses of ultrasonic frequency are applied to interface to cause coalescence , Oscillatory motion breaks down any surface films to allow intimate contact and strong metallurgical bonding between surfaces , Although heating of surfaces occurs, temperatures are well below Tm, No filler metals, fluxes, or shielding gases , Generally limited to lap joints on soft materials such as aluminum and copper, Manufacturing Processes
Page 138 :
Ultrasonic Welding (USW), Manufacturing Processes, (a) General setup for a lap joint (b) Close‑up of weld area.
Page 139 :
Ultrasonic Welding (USW), Manufacturing Processes, Ultrasonic Welding
Page 140 :
Ultrasonic Welding (USW), Equipment, Power Supply:, USW needs high frequency and high voltage power supply. , Power is needed by the transducer to generate vibrations., Transducer:, Transducer is a device which can convert high frequency electric signal into high frequency mechanical vibration. , Connected with the welding head. , Converter or piezoelectric transducer used in this welding process., Manufacturing Processes
Page 141 :
Ultrasonic Welding (USW), Booster and Horn:, Mechanical vibration created by the transducer is supplied to the booster which amplifies this vibration and supply to the horn. , Horn is a device which supply this amplified vibration to the welding plates., , Fixture or Clamping Device:, Essential in ultrasonic welding. , Uses either electrical, hydraulic, pneumatic or mechanical energy to hold the plates into desire location., Manufacturing Processes
Page 142 :
Ultrasonic Welding (USW), Working:, At the start, high frequency current passes through a piezoelectric transducer. , Transducer converts high frequency electrical signal into mechanical vibration., This vibration further supplied to the booster which amplify its frequency., Amplified high frequency vibration passes through horn which is in contact with welding plate., USW creates lap joint. , One plate of the weld is fixed into fixture and other one is in direct contact with horn. , These plates are fixed under moderate pressure force., Manufacturing Processes
Page 143 :
Ultrasonic Welding (USW), Horn supplies high frequency mechanical vibration to the welding plate., Due to this vibration, oscillation shear force act at the interface between welding plates which result elastoplastic deformation at interface., Also creates a localize temperature rise due to mechanical force and friction. This heat helps in plastic deformation at interface and makes a strong joint without melting of work piece or using filler metal., Manufacturing Processes
Page 144 :
Ultrasonic Welding (USW), Advantages:, Easily automated and fast process, Produces high strength joint without applying external heat., Clean process and provides good surface finish after welding., Used to weld wide variety of dissimilar metal., Does not develop high heat, so there is no chance of expel molten metal from joint., Manufacturing Processes
Page 145 :
Ultrasonic Welding (USW), Disadvantages:, Does not weld thick, harder metal. , Thickness of welds for about 2.5 mm for aluminium., Tooling cost for fixture is high and they also need special design., Vibration generated through transducer, can damage electronic component., Manufacturing Processes
Page 146 :
Ultrasonic Welding (USW), Applications, Wire terminations and splicing in electrical and electronics industry , Eliminates need for soldering, Assembly of aluminum sheet metal panels, Welding of tubes to sheets in solar panels, Assembly of small parts in automotive industry, Fabrication of nuclear reactor components., Manufacturing Processes
Page 147 :
Ultrasonic Welding (USW), Applications, Automotive industry for key, head lamp parts, button and switches etc., Electronic industries like armature winding, switches etc., Used in medical industries to make parts like filters, masks etc., since it is a clean welding process, Manufacturing Processes
Page 148 :
THANK YOU, Manufacturing Processes